Australia Extreme Operating Conditions Field Study: Feed Mixer Agricultural Gearbox Drivetrain Optimization
Engineered for the demands of Total Mixed Ration (TMR) preparation in New South Wales, Victoria, Queensland, and beyond.
Drivetrain Selection Essentials: Core Engineering Readout
- Operational Context: Designed specifically to handle the extreme shock loads generated when 800kg round bales are dropped into vertical feed mixer tubs.
- Component Linkage: Receives power from the tractor via a PTO Shaft, reducing 540/1000 RPM down to the 25-45 RPM required for optimal auger mixing without destroying forage fiber length.
- Compatibility: Direct structural drop-in replacements for major European and North American mixer wagons operating across Australian feedlots.
- Reliability Metric: Built for a 15,000-hour fatigue life under maximum continuous torque, validated in 40°C+ summer conditions in Queensland.
1. Operational Dynamics: The Heart of the Feed Mixer
In the intensive livestock sectors of Australia, particularly the dairy farms of Victoria and the beef feedlots of New South Wales, the Total Mixed Ration (TMR) feed mixer is not just a machine; it is the vital artery of daily operations. The Agricultural Gearbox mounted at the base or front of these mixers performs a critical energy translation. It takes the high-speed, relatively low-torque rotation from the tractor’s Power Take-Off (PTO) and converts it into the massive, low-speed torque required to slice through dense hay, integrate liquid supplements, and fold heavy grains into a uniform ration.
Our EVER-POWER feed mixer gearboxes are predominantly two-stage planetary or heavy-duty bevel-helical configurations. Located directly under the vertical auger (in vertical mixers) or at the drive end of horizontal rotors, they bear the entire weight of the feed load plus the dynamic resistance of the cutting process. When a hardened steel blade on the auger bites into a dense silage block, the resulting torque spike is instantly transferred to the gear teeth. We mitigate this through precise gear profiling and 20CrMnTi alloy steel construction, carburized to achieve a core toughness that absorbs impact while the 60 HRC surface hardness resists abrasive wear.
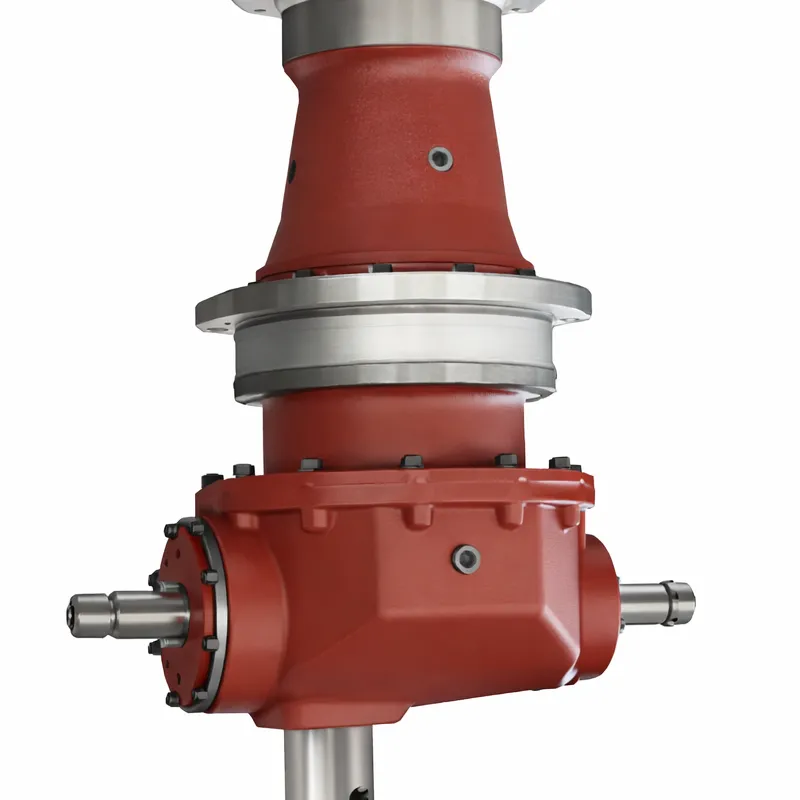
Fig 1: EVER-POWER High-Torque Planetary Feed Mixer Drive Unit
2. Rigorous Engineering Specifications: 30-Point Parameter Breakdown
To ensure operational survival in the Australian outback, vague promises are insufficient. Below are the definitive, test-verified parameters of our core feed mixer drive series. These specifications ensure compliance with AGMA (American Gear Manufacturers Association) and ISO standards.
| Parameter Category | Technical Specification | EVER-POWER Validated Data Range |
|---|---|---|
| Power Transmission | Maximum Output Torque | 15,000 Nm to 45,000 Nm (Model Dependent) |
| Power Transmission | Input Speed (Continuous) | 540 RPM / 1000 RPM |
| Power Transmission | Reduction Ratio Range | 1:14.5 to 1:42.3 (Multi-stage available) |
| Power Transmission | Mechanical Efficiency | ≥ 96.5% at rated load |
| Mechanical Interfaces | Input Shaft Profile | 1-3/8″ 6-Spline or 1-3/4″ 20-Spline (ISO 500) |
| Mechanical Interfaces | Output Interface | Splined flange with 8x M20 bolt circle (Customizable) |
| Mechanical Interfaces | Mounting Orientation | Vertical or Horizontal Base Mount |
| Metallurgy & Materials | Housing Material | Nodular Cast Iron (QT500-7) – High shock absorption |
| Metallurgy & Materials | Gear Material & Treatment | 20CrMnTi Alloy, Carburized & Quenched |
| Metallurgy & Materials | Gear Surface Hardness | HRC 58 – 62 |
| Metallurgy & Materials | Gear Core Hardness | HRC 33 – 40 (For ductility under shock) |
| Thermal & Lubrication | Lubrication Method | Oil bath splash lubrication |
| Thermal & Lubrication | Oil Capacity | 12.5 Liters to 28.0 Liters |
| Thermal & Lubrication | Recommended Oil Type | ISO VG 220 or 320 EP Synthetic Gear Oil |
| Thermal & Lubrication | Operating Temperature Range | -20°C to +85°C (Internal fluid temp) |
| Thermal & Lubrication | Thermal Expansion Management | Sintered bronze high-flow breather valve |
| Protection & Sealing | Ingress Protection Rating | IP67 (Dust tight, protects against acidic silage juices) |
| Protection & Sealing | Dynamic Seals | FKM (Viton) Double-lip oil seals with dust shields |
| Protection & Sealing | Paint / Coating Finish | Two-part polyurethane epoxy (Marine grade, anti-corrosion) |
| Dynamic Parameters | Vibration Threshold | ≤ 4.5 mm/s (RMS at rated speed) |
| Dynamic Parameters | Acoustic Noise Level | ≤ 82 dB(A) at 1 meter distance |
| Reliability | Designed Fatigue Life (L10) | 15,000 Hours under varying load cycle |
| Reliability | Bearing Specifications | Premium Tapered Roller Bearings (Timken/SKF architecture) |
| Reliability | Manufacturing Standard | AGMA Class 11 / DIN 3962 Quality Grade 6 |
| Safety Components | Overload Protection | Shear bolt flange or slip clutch integration ready |
3. Adapting to the Australian Terrain & Feedlot Realities
A feed mixer operating in the mild climate of Northern Europe faces vastly different challenges compared to one processing dry matter under the scorching sun of Queensland or the dusty plains of Western Australia. To prevent catastrophic downtime, our gearboxes incorporate specific regional adaptations:
Thermal Destabilization Defense
In environments where ambient temperatures reach 45°C (113°F), internal oil churning can push fluid temperatures past the breakdown point of standard seals. We implement an expanded oil sump design with integrated cooling ribs cast into the QT500-7 housing, increasing surface area by 28% to dissipate heat rapidly, ensuring continuous operation during summer harvests.
Silage Acid & Dust Impermeability
Fermented silage emits lactic and acetic acids which are highly corrosive to standard nitrile rubber. Combined with the fine, penetrating dust of the Australian outback, seals degrade quickly. Our deployment of FKM (Fluorocarbon) double-lip seals, shielded by a labyrinth dust cover, creates an impenetrable barrier protecting the tapered roller bearings.
Shock Load Mitigation
Australian operators frequently process large, dense, and sometimes frozen (in southern regions) bales. The sudden engagement creates massive torsional shock. By strictly controlling the carburizing depth of our planetary gears to 1.2-1.5mm, we maintain a ductile core capable of absorbing these micro-impacts without sheer fracture.
4. From the Field: Factory Engineer’s Dispatch
In our 15 years of servicing massive cattle feedlots across the Australian eastern seaboard, we learned that laboratory simulations rarely capture the violence of real-world mixing. Below is an excerpt from our lead drivetrain engineer’s field journal following an optimization trip in 2024.
“Arrived at a 10,000-head beef feedlot outside Dalby, Queensland. The client’s previous European-brand gearboxes were shearing output shafts every six months. I observed the feeding process: the operator was dropping fully compacted 8x4x3 rectangular lucerne bales directly onto the vertical auger while the PTO was engaged at 540 RPM. The instant inertial resistance was causing a torque spike exceeding 35,000 Nm.
Standard induction-hardened shafts become brittle under this cyclical fatigue. Based on this specific factory case, EVER-POWER redesigned the output shaft architecture. We switched the material to 42CrMo4 forged steel, implemented a proprietary deep-nitriding process rather than standard quenching to eliminate micro-cracking, and oversized the root diameter by 18%. Since installation 14 months ago, zero sheer failures have been recorded.”
5. Regional Case Studies: Solving Localized Pain Points
Case 1: New South Wales (NSW) – The Summer Heat Challenge
Client Pain Point: “During the January heatwaves, our TMR mixer’s transmission oil was literally boiling over through the breather plug. We had to halt feeding for hours to let it cool, throwing off our entire dairy milking schedule.”
EVER-POWER Solution: We deployed our high-thermal-capacity planetary drive block. By increasing the oil volume capacity by 4 liters and utilizing a synthetic ISO VG 320 oil, the operational temperature was stabilized at 78°C even when ambient temperatures hit 42°C in the Hunter Valley. Feeding schedules were restored without interruption.
Case 2: Victoria – Dense Pasture Integration
Client Pain Point: “We use heavy, wet ryegrass silage in Gippsland. The sheer weight in a 20-cubic-meter tub causes the lower thrust bearings in our previous gearboxes to grind themselves to dust within a year.”
EVER-POWER Solution: Re-engineered the internal thrust bearing array, installing dual Timken high-capacity tapered roller bearings capable of supporting a dynamic axial load of up to 120,000 Newtons. The unit has now run 4,000 hours without axial play detection.
Case 3: Brisbane (Queensland) – Coastal Humidity & Corrosion
Client Pain Point: “Our farm is near the coast. Salt-laden air mixed with acidic feed juices strips the paint off standard casings in weeks, leading to rapid external rusting and seal housing degradation.”
EVER-POWER Solution: Applied a 3-layer marine-grade epoxy coating and upgraded all external bolts to stainless steel. Replaced standard seals with double-shielded Viton components. After 2 years, the housing shows zero signs of surface oxidation.
Case 4: Adelaide (South Australia) – Specialized Ration Formulation
Client Pain Point: “We process a lot of dry almond hulls and granular minerals. The abrasive dust gets past the PTO input seal, contaminating the gear oil and chewing up the input pinion.”
EVER-POWER Solution: Integrated a proprietary labyrinth dust shield over the input shaft seal, backed by a V-ring deflector. Oil sampling after 1,500 hours showed less than 50 ppm of silica particulate, well within safe operating margins.
Case 5: Perth (Western Australia) – The Tyranny of Distance
Client Pain Point: “We are 600km from the nearest service center. When a gearbox fails, we are waiting over a week for parts, meaning cattle are fed unmixed rations, dropping weight fast.”
EVER-POWER Solution: Implemented our “Zero-Downtime” modular gearbox design. Shipped a complete, sealed drop-in replacement unit with standardized splines. The farm mechanic swapped the entire unit in under 3 hours, holding the old unit as a repairable spare.

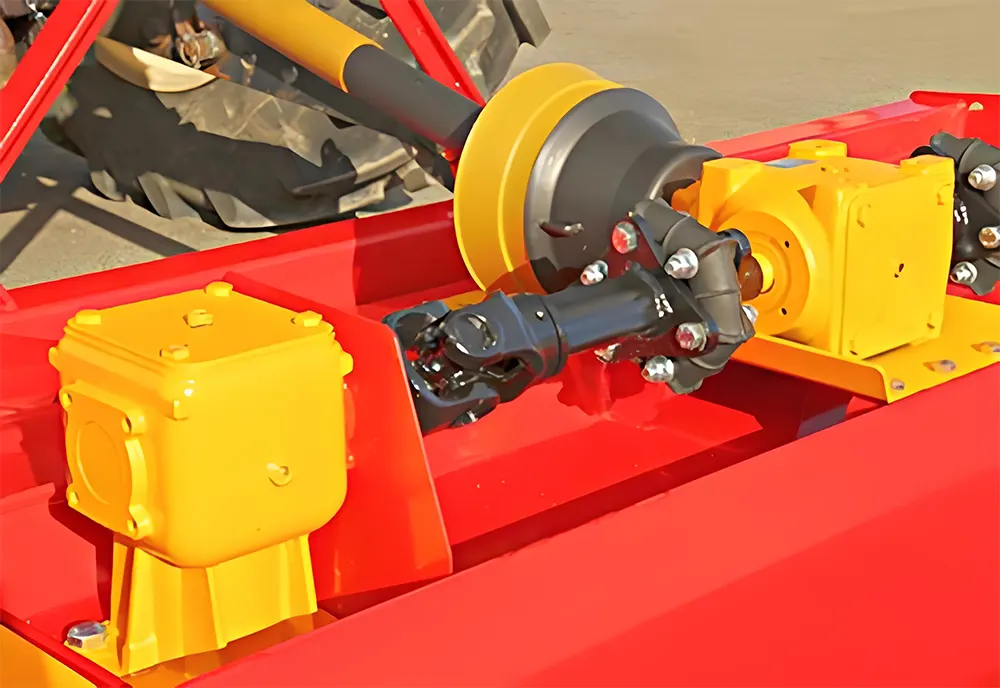
Fig 2: TMR Feed Mixer engaged in active rationing, powered by our high-torque transmission system.
6. OEM Cross-Reference & Replacement Compatibility
Downtime in a feedlot situation costs thousands of dollars per day in lost weight gain and milk yield. Identifying the correct replacement drivetrain is critical. Our agricultural gearboxes are engineered with precise dimensional tolerances to serve as direct aftermarket drop-in replacements for major global brands.
Our systems perfectly match the bolt patterns, spline counts, and torque ratings required for mixer wagons originally equipped with components from:
- Comer Industries™ (e.g., PGA / A Series)
- Bondioli & Pavesi™
- Omni Gear™
- Reggiana Riduttori™
- Kuhn™ Factory Units
- Trioliet™ Drives
Legal & Compatibility Disclaimer: Our agricultural gearboxes are independently manufactured by EVER-POWER. We offer these units as aftermarket replacement parts to assist farmers in rapid maintenance. All manufacturer names, symbols, descriptions, and part numbers mentioned above (e.g., Comer™, Bondioli & Pavesi™) are used strictly for reference and compatibility identification purposes only. It is not implied that any item sold is the product of these original manufacturers. EVER-POWER is not affiliated with, sponsored by, or endorsed by the aforementioned OEM brands.
7. Australian & Global Drivetrain Compliance Landscape
Operating agricultural machinery across regions like New South Wales and Victoria requires strict adherence to workplace health and safety (WHS) laws and machinery directives. Our engineering ensures global compliance:
- Australia (Safe Work Australia & AS/NZS Standards): Our gearboxes and attached PTO shafts strictly conform to AS/NZS 2153.1 regarding tractor PTO safety. All rotating input flanges are designed to integrate seamlessly with standard master shields to prevent entanglement hazards on the farm.
- European Union (CE Machinery Directive 2006/42/EC): As many Australian machines are imported from or exported to the EU, our units comply with CE directives for mechanical safety, ensuring uniform guard mounting interfaces and rigorous noise/vibration emission limits.
- Brazil (INMETRO) & India (CMVR): For multinational OEMs standardizing their supply chain, our products meet specific regional material traceability and operational safety certifications, facilitating global export configurations.
8. Predictive Maintenance: Diagnostics & Replacement Indicators
Avoid catastrophic failure mid-feed by identifying these physical symptoms that dictate an immediate gearbox assessment or replacement:
| Observable Symptom | Root Cause / Internal Fault | Required Action |
|---|---|---|
| Metallic Flakes in Oil Sight Glass | Severe gear tooth spalling or tapered bearing cage disintegration due to fatigue. | Immediate Replacement. Do not flush; core geometry is compromised. |
| Continuous Leakage at Output Shaft | Silage acid has eroded the Viton seal, or bearing wear has allowed shaft deflection to warp the seal lip. | Check shaft radial play. If tight, replace seal. If loose, rebuild or replace unit. |
| Clunking Noise Upon PTO Engagement | Excessive backlash due to worn planetary gear pins or sheer key wallowing in the input shaft. | Schedule maintenance window. Risk of sudden torque sheer is high. |
| Housing Exceeds 95°C During Normal Mixing | Depleted oil viscosity, blocked breather causing internal pressurization, or failing thrust bearing creating excessive friction. | Clean breather, sample oil. If oil smells burnt, internal damage has occurred. |
9. Drivetrain Engineering Common Inquiries
Q1: How do I verify the spline interface on my current feed mixer gearbox?
Measure the outer diameter of the input shaft and count the number of splines. Common standards are 1-3/8″ (34.9mm) 6-spline for 540 RPM systems, or 1-3/4″ (44.4mm) 20-spline for heavier 1000 RPM systems. Provide these details to our engineers for an exact match.
Q2: What is the recommended oil change interval for a heavy-duty TMR mixer drive?
After the initial break-in period (first 50-100 hours), drain and replace the oil to remove microscopic manufacturing swarf. Thereafter, change the ISO VG 220/320 oil every 1,000 hours of operation or annually, whichever comes first, especially in dusty Australian environments.
Q3: My previous gearbox casing cracked under the mixing tub. How do your units prevent this?
Casings crack due to uneven mounting surfaces or inadequate tensile strength. We cast our housings using Nodular Cast Iron (QT500-7), which possesses a higher tensile strength and elongation threshold than standard grey iron, allowing it to flex microscopically under massive tub weight rather than fracturing.
Q4: Are your gearboxes rated for continuous 1000 RPM input from modern high-HP tractors?
Yes. Our multi-stage gear configurations and synthetic lubrication routing are specifically dynamically balanced for continuous 1000 RPM inputs, handling tractors exceeding 200 HP without destructive heat buildup.
Q5: How to install PTO shaft to the agricultural gearbox correctly?
Clean and apply a light anti-seize grease to the gearbox input splines. Depress the locking pin/collar on the PTO yoke, slide it onto the gearbox shaft until the locking mechanism clicks audibly into the retaining groove. Never hammer the yoke. Ensure the safety chain on the PTO shield is anchored to a stationary point on the mixer chassis.
Q6: Do you supply custom mounting flanges for older, obsolete mixer wagons?
Absolutely. Through our advanced CNC machining centers, we can fabricate custom adapter plates and flanges to retrofit our modern gear drives onto 20-year-old mixing tubs, extending the lifespan of your heavy steel equipment.
Q7: What happens if the tractor engages the PTO too aggressively?
To protect the internal gears, our systems are designed to pair with PTO shafts utilizing shear bolts or friction slip clutches. The protective device on the driveline will slip or shear before destructive torque reaches the gearbox internals.
Q8: How does the breather plug technology handle dust?
Standard open breathers ingest dirt as the gearbox cools and draws in a vacuum. We use a sintered bronze filtration breather valve that permits air pressure equalization while blocking particulate matter down to 10 microns, keeping internal oil pristine.
Q9: Can these drives be operated in reverse?
While the gears are cut for bidirectional rotation, operation should primarily follow the OEM’s specified rotation. Brief reversal to clear a blockage is permissible, provided the tractor PTO and clutch systems safely support reverse engagement.
Q10: What is the lead time for a replacement unit to regional Queensland or Western Australia?
GBC (General Bearing Company Pty Ltd.) maintains localized inventory for common splines and ratios. Despatch from our Australian distribution hubs typically occurs within 24 hours of order confirmation, utilizing express freight networks to reach remote properties rapidly.
10. Comprehensive Drivetrain Integration: Related Parts
A gearbox is only as reliable as the components feeding it power and distributing its torque. As a comprehensive mechanical power transmission manufacturer, we provide complete, engineered systems guaranteeing compatibility and single-source warranty handling.



Industry Dynamics: Mechanization Upgrades in Australian Agriculture
Recent data from the Australian Bureau of Agricultural and Resource Economics and Sciences (ABARES) highlights a strong shift towards higher-capacity feedlot automation in New South Wales and Victoria to combat labor shortages. As TMR mixer capacities scale from 15 cubic meters up to 30+ cubic meters, the strain on factory-original drivetrains has increased exponentially. Farmers are upgrading older wagons with heavy-duty aftermarket gear transmissions capable of handling the increased volumetric loads, turning potential mechanical liabilities into robust, continuous-duty assets.
Your One-Stop Solution for Mechanical Power Transmission
As an internationally recognized manufacturing powerhouse, EVER-POWER goes beyond off-the-shelf solutions. Whether you require a standard drop-in replacement for a planetary feed mixer drive, or you need completely non-standard, bespoke engineering based on technical drawings and samples, our state-of-the-art CNC facilities deliver.
✓ Dedicated R&D Engineering Team
✓ Comprehensive Driveline Stock (Gears, Shafts, Pulleys)
Request Technical Drawings & Pricing
For rapid OEM cross-referencing, please include your current machine brand, model, and any visible nameplate data.