
GCLD Drum Shape Gear Coupling
Motor-dedicated crowned-tooth coupling per JB/T8854.1. 10 sizes, 1.12–50 KN·m, up to 4000 RPM. J1/Y/Z1 bores. For pump, fan, agitator, and compressor motor connections in Australia.
GCLD Drum Shape Gear Coupling — Motor Shaft Type
Crowned-tooth gear coupling engineered for direct motor shaft connections. Accepts cylindrical (J1/Y) and conical (Z1 taper) shaft ends. Factory direct to Australia.
Product Overview
The GCLD drum shape gear coupling is a motor-dedicated crowned-tooth gear coupling manufactured to JB/T8854.1. It is the standard solution for connecting electric motor shaft ends — whether cylindrical (J1 or Y type) or conical (Z1 taper) — directly to gearboxes, pump drives, fan drives, and other driven machinery in heavy industrial applications.
What distinguishes the GCLD from general-purpose gear couplings is its integrated support for Z1 conical shaft ends, which are common on IEC-standard squirrel cage motors used throughout Australian industry. This makes the GCLD the first choice whenever an engineer needs a compact, high-torque, misalignment-tolerant connection at the motor output shaft — without requiring a separate adaptor hub or stub shaft.
At GBC, we manufacture and export GCLD couplings factory-direct to Australian customers across mining, processing, water utilities, and general manufacturing. Every coupling ships with full material traceability, dimensional inspection records, and ISPM-15 compliant packing for smooth Australian customs clearance.
Technical Definition and Working Principle
What Defines the GCLD?
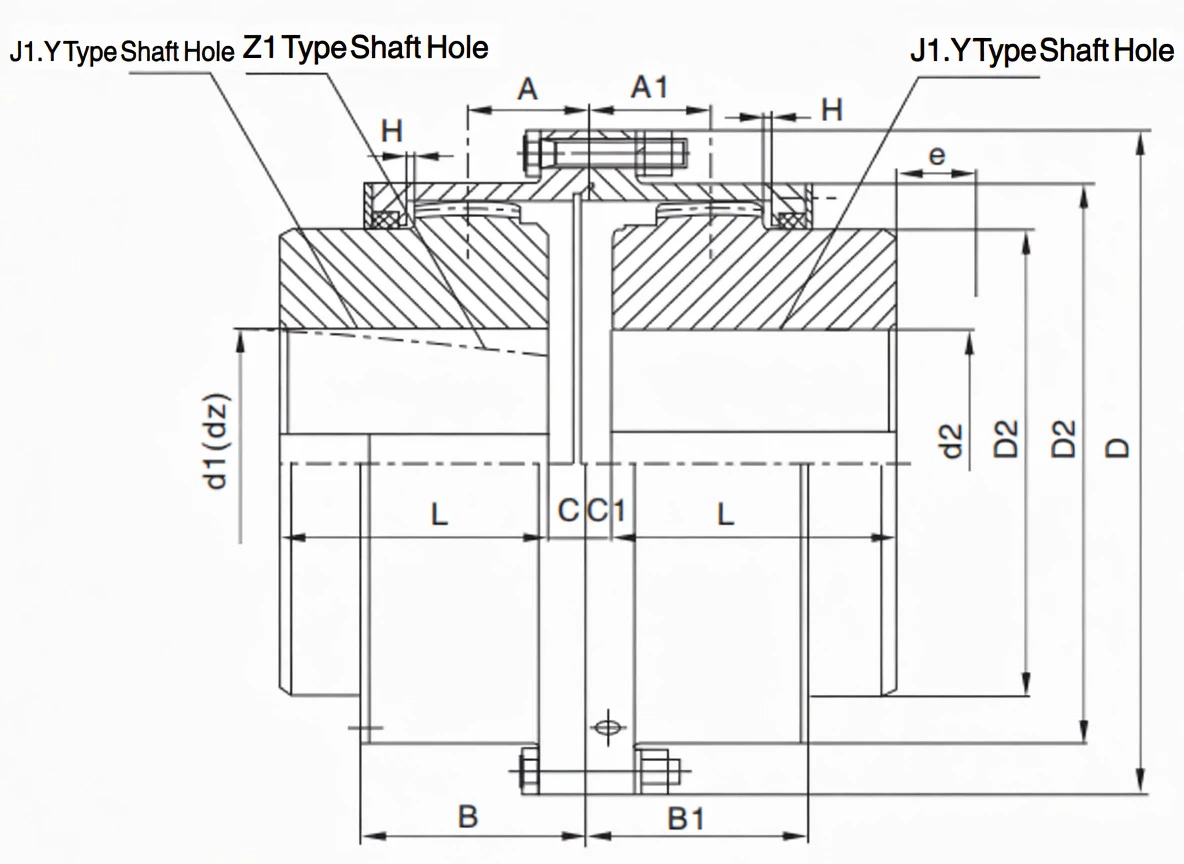
The GCLD is a single-pair crowned-tooth gear coupling consisting of two main components: an inner hub with external barrel-shaped (crowned) teeth, and an outer sleeve with internal straight teeth. The hub mounts directly onto the motor shaft — accepting the J1 or Y cylindrical profile for standard motors, or the Z1 conical taper profile for motors requiring a taper-fit end. The sleeve connects to the driven shaft or to a coupling half on the gearbox input.
The "drum shape" (crowned tooth) designation differentiates this coupling from a straight-tooth gear coupling. In a straight-tooth design, all tooth contact runs along a straight line across the full tooth face width. When any angular misalignment exists between the two shafts, this line contact concentrates at the tooth edges — generating destructive edge loading stresses. The GCLD's crowned tooth profile curves each tooth outward from the tooth edges, so contact always occurs near the tooth centre regardless of the misalignment angle. This fundamentally changes the stress distribution and is the source of the GCLD's superior misalignment tolerance and service life.
How the Crowned Tooth Geometry Works
Each external tooth on the GCLD hub is machined with a spherical crown radius in the tooth width direction. When shaft misalignment is present, the external crowned tooth rotates within the internal straight-tooth sleeve. The contact point shifts smoothly along the crown radius rather than jamming at the tooth edge. This allows the GCLD to accommodate:
- Angular misalignment — typically 1.0 to 1.5 degrees, compensating for motor-to-gearbox angular offset caused by foundation movement, thermal growth, or imprecise installation.
- Radial (parallel) misalignment — limited lateral displacement between motor and driven shaft centrelines.
- Axial displacement — the teeth slide axially within the sleeve as the motor shaft extends thermally during operation, preventing thrust loads from being transmitted to motor bearings.
The Z1 conical bore variant adds a further benefit: the taper fit creates a self-centering, key-free connection that is highly resistant to fretting and micro-slip under reversing torque — a common failure mode when cylindrical bores with keyways are used on high-cycle or reversing motor applications.
GCLD vs. Other Coupling Types — Quick Comparison
| Feature | GCLD Drum Gear | Jaw Coupling | Disc Coupling | Rigid Flange |
|---|---|---|---|---|
| Conical (Z1) Shaft Support | Yes (standard option) | Limited | No | No |
| Angular Misalignment | 1.0–1.5 deg per mesh | Up to 1 deg | Up to 1 deg | Near zero |
| Torque Capacity (this size range) | 1.12–50 KN·m | Low–Medium | Medium | High |
| Shock Load Tolerance | Excellent | Good (elastomer) | Poor | Transmitted fully |
| Axial Displacement | Yes (built-in) | Limited | Yes | No |
| High-Speed Suitability | Up to 4000 RPM | Moderate | High | High |
| Lubrication Required | Yes (6–12 months) | No | No | No |
Specifications & Size Matrix — GCLD1 to GCLD10
All specifications below are extracted directly from the GCLD product catalogue per JB/T8854.1 standard. Dimensions in millimetres. The GCLD series spans 10 sizes covering torques from 1.12 KN·m (GCLD1) to 50 KN·m (GCLD10), with permissible speeds from 2100 to 4000 RPM.
GCLD1 – GCLD5 Specifications
| Type | Torque (KN·m) |
Speed (R/min) |
Shaft Bore D1, d2, dz (mm) |
Y | J1, Z1 | D | D1 | D2 | C | C1 | H | B | B1 | e | Inertia (Kg·m²) |
Weight (Kg) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| GCLD1 | 1.12 | 4000 | 22, 24 | 52 | 38 | 127 | 95 | 75 | 27 | 6 | 2 | 66 | 45 | 42 | 0.00875 | 6.2 |
| 25, 28 | 62 | 44 | 0.01025 | 7.2 | ||||||||||||
| 30, 32, 35, 38 | 82 | 60 | 0.011 | 7.8 | ||||||||||||
| 40, 42, 45, 48, 50, 55, 56 | 112 | 84 | 0.01175 | 9.6 | ||||||||||||
| GCLD2 | 1.8 | 4000 | 38 | 82 | 60 | 149 | 116 | 90 | 26.5 | 6.5 | 2 | 70 | 49 | 42 | 0.02125 | 11.2 |
| 40, 42, 45, 48, 50, 55, 56 | 112 | 84 | 33 | 0.02425 | 14 | |||||||||||
| 60, 63, 65 | 142 | 107 | 33 | 0.0215 | 16.4 | |||||||||||
| GCLD3 | 3.15 | 4000 | 40, 42, 45, 48, 50, 55, 56 | 112 | 84 | 167 | 134 | 105 | 33 | 7 | 2.5 | 80 | 54 | 42 | 0.04 | 17.2 |
| 60, 63, 65, 70, 71, 75 | 142 | 107 | 0.0475 | 22.4 | ||||||||||||
| GCLD4 | 5 | 4000 | 45, 48, 50, 55, 56 | 112 | 84 | 187 | 153 | 125 | 33.5 | 7.5 | 2.5 | 81 | 55 | 42 | 0.0725 | 25.2 |
| 60, 63, 65, 70, 71, 75 | 142 | 107 | 38 | 0.0825 | 26.4 | |||||||||||
| 80, 85, 90 | 172 | 132 | 38 | 0.095 | 35.6 | |||||||||||
| GCLD5 | 7.1 | 3750 | 50, 55 | 112 | 84 | 204 | 170 | 140 | 37.5 | 7.5 | 2.5 | 89 | 59 | 42 | 0.1125 | 31.6 |
| 60, 63, 65, 70, 71, 75 | 142 | 107 | 37.5 | 0.1275 | 38 | |||||||||||
| 80, 85, 90, 95 | 172 | 132 | 43.5 | 0.145 | 44.6 | |||||||||||
| 100 (105) | 212 | 167 | 43.5 | 0.1675 | 53.9 |
GCLD6 – GCLD10 Specifications
| Type | Torque (KN·m) |
Speed (R/min) |
Shaft Bore D1, d2, dz (mm) |
Y | J1, Z1 | D | D1 | D2 | C | C1 | H | B | B1 | e | Inertia (Kg·m²) |
Weight (Kg) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| GCLD6 | 10 | 3300 | (50) 56 | 112 | 84 | 230 | 186 | 155 | 43.5 | 8.5 | 3 | 106 | 71 | 47 | 0.1875 | 40.5 |
| 60, 63, 65, 70, 71, 75 | 142 | 107 | 0.21 | 49.8 | ||||||||||||
| 80, 85, 90, 95 | 172 | 132 | 0.235 | 56.3 | ||||||||||||
| 100, 110 (115) | 212 | 167 | 0.2675 | 67.5 | ||||||||||||
| GCLD7 | 16 | 3000 | 60, 63, 65, 70, 71, 75 | 142 | 107 | 256 | 212 | 180 | 48 | 9 | 3 | 112 | 73 | 47 | 0.3575 | 63.9 |
| 80, 85, 90, 95 | 172 | 132 | 0.40 | 74.7 | ||||||||||||
| 100, 110, 120, 125 | 212 | 167 | 0.4625 | 88 | ||||||||||||
| 130, 135 | 252 | 202 | 0.5275 | 106.7 | ||||||||||||
| GCLD8 | 22.4 | 2650 | 65, 70, 71, 75 | 142 | 107 | 287 | 239 | 200 | 40.5 | 8.5 | 3.5 | 118 | 82 | 47 | 0.560 | 81.7 |
| 80, 85, 90, 95 | 172 | 132 | 40.5 | 0.6275 | 95.5 | |||||||||||
| 100, 110, 120, 125 | 212 | 167 | 48 | 0.72 | 114 | |||||||||||
| 130, 140, 150 | 252 | 202 | 48 | 0.8125 | 123 | |||||||||||
| GCLD9 | 35.5 | 2350 | 70, 71, 75 | 142 | 107 | 325 | 276 | 235 | 49.5 | 9.5 | 3.5 | 132 | 85 | 47 | 1.0775 | 112 |
| 80, 85, 90, 95 | 172 | 132 | 49.5 | 1.2075 | 130 | |||||||||||
| 100, 110, 120, 125 | 212 | 167 | 58 | 1.3825 | 156 | |||||||||||
| 130, 140, 150 | 252 | 202 | 58 | 1.56 | 181 | |||||||||||
| 160, 170 (175) | 302 | 242 | 58 | 1.77 | 212 | |||||||||||
| GCLD10 | 50 | 2100 | 75 | 142 | 107 | 362 | 313 | 270 | 65 | 11 | 4 | 149 | 95 | 49 | 1.97 | 161 |
| 80, 85, 90, 95 | 172 | 132 | 65 | 2.0725 | 172 | |||||||||||
| 100, 110, 120, 125 | 212 | 167 | 65 | 2.38 | 206 | |||||||||||
| 130, 140, 150 | 252 | 202 | 68 | 2.5625 | 239 | |||||||||||
| 160, 170, 180 | 302 | 242 | 68 | 3.055 | 280 | |||||||||||
| 190, 200 | 352 | 282 | 68 | 3.4255 | 319 |
Note: Shaft hole diameter with parentheses are not recommended for new designs. Shaft hole length for J1 type is recommended. Y type bore length is shorter.
Custom Bore & Shaft Fit Available
Need a Z1 taper bore, a non-standard keyway, or a special shaft fit tolerance? Our team machines to your drawing within 5–10 working days. Send your shaft drawing here for a fast quotation.
Industries & Applications in Australia
The GCLD is the go-to motor coupling across Australian industries that operate IEC-standard electric motors in demanding environments. Its Z1 taper bore capability, combined with the misalignment tolerance of the crowned tooth design, makes it the practical choice wherever motor-to-gearbox alignment cannot be guaranteed with precision or maintained over time.
Mining & Quarrying
Equipment: Crusher drives, conveyor belt head drives, mine dewatering pumps, mineral sizer drives.
In Australian open-cut and underground mines, electric motors are frequently relocated as excavation progresses. Perfect realignment after each relocation is impractical. The GCLD's crowned teeth absorb up to 1.5 degrees of angular misalignment, preventing the tooth spalling failures that halt production — a common problem with straight-tooth couplings fitted to the same motor type.
Pump & Compressor Drives
Equipment: Centrifugal pumps, multistage pumps, screw compressors, reciprocating compressors.
Pump and compressor drives are among the highest-volume applications for the GCLD in Australia. The Z1 taper bore variant is particularly popular on large IEC motors where the conical shaft end provides a more reliable connection than a keyed cylindrical fit — eliminating the fretting wear on keyways that develops under cyclic loading and causes annoying vibration complaints. Explore our complete range of industrial couplings for pump and compressor applications.
Fan & Blower Drives
Equipment: Centrifugal fans, axial flow fans, induced draft fans, forced draft fans, cooling tower fans.
Large fans in Australian power stations and process plants experience significant bearing wear over time, which causes gradual shaft misalignment as the machine operates. The GCLD's ability to continuously accommodate this slowly developing misalignment — without requiring immediate coupling replacement — means fan drives can operate reliably through extended maintenance cycles of 6–12 months between scheduled outages.
Agitator & Mixer Drives
Equipment: Tank agitators, reactor mixers, paddle mixers, cement mixers, flotation cell drives.
Agitator drives in chemical plants and mineral processing facilities are subject to cyclic load reversal as the paddle or impeller moves through the fluid. The GCLD's crowned tooth geometry handles these torque reversals without the tooth impact that straight-tooth couplings exhibit on each reversal — protecting both the motor and gearbox bearings from damaging cyclic shock.
General Manufacturing
Equipment: Gearbox input drives, extruder drives, press drives, packaging machine drives, material handling drives.
For Australian manufacturers operating production lines with multiple drive points, the GCLD provides a standardised, interchangeable motor coupling that covers a wide bore range within each size class. This simplifies spares management: a single size of GCLD can serve multiple motors with different shaft diameters on the same production floor.

Technical Advantages — Why Drum Shape Outperforms Straight Tooth
The performance gap between a drum shape gear coupling and a straight-tooth gear coupling is not a matter of degree — it is a fundamental difference in how contact stress is managed when shafts are not perfectly aligned.
Higher Misalignment Tolerance
The GCLD's crowned tooth profile creates a self-centering Hertzian contact that remains near the tooth centre regardless of shaft angle. This allows the coupling to operate continuously with angular misalignment of 1.0 to 1.5 degrees — without any increase in tooth contact stress. On Australian mining sites where foundations settle unevenly on expansive soils, and where motor bases are repositioned during site development, this tolerance means the GCLD keeps running where straight-tooth couplings have already failed. Documented field data from Pilbara iron ore operations shows straight-tooth couplings surviving 6–10 months in comparable misalignment conditions versus 3–5 years for crowned-tooth equivalents.
Longer Service Life Under Shock Loads
When a crusher ingests a tramp iron piece, or a pump starts against a closed discharge valve, torque spikes of 2–4x nominal occur instantaneously. A straight-tooth coupling concentrates this peak stress at the tooth edges — leading to plastic deformation of the tooth tips and accelerated spalling. The GCLD distributes the same peak torque over a larger contact area due to the crowned profile's inherent stress-spreading geometry. This translates directly into fewer tooth breakages, longer mean time between failures, and lower total cost of ownership over the coupling's service life.
Reduced Bearing Loads
A misaligned straight-tooth coupling generates bending moments and cyclic radial forces that are transmitted directly into the motor's drive-end bearing. At 2x running frequency, these cyclic loads cause premature bearing fatigue. The GCLD's crowned teeth accommodate angular offset without generating significant bending reaction forces at the shaft ends — effectively isolating the motor bearing from misalignment-induced loads. Australian bearing distributors regularly cite coupling type as one of the top three factors in premature motor bearing failure; switching to a crowned-tooth GCLD from a straight-tooth design commonly extends motor bearing life by 40–80%.
Lower Maintenance Frequency
Because the crowned tooth generates less heat — the lubrication film degrades more slowly — GCLD re-lubrication intervals extend to 6–12 months under standard industrial conditions. In remote Australian locations where maintenance access windows are seasonal or are tied to production shutdowns, this longer interval is a practical advantage that reduces both maintenance cost and access risk for personnel working in isolated locations.
Suitable for High-Speed Applications
The smaller GCLD sizes (GCLD1 through GCLD4) are rated to 4000 RPM — suitable for direct motor coupling on standard IEC 4-pole machines and on some 2-pole 50 Hz applications. The crowned tooth's smooth contact transition under misalignment prevents the vibration excitation that straight-tooth couplings produce at speed, keeping vibration levels within acceptable bounds for motor and gearbox warranty compliance. For Australian plants operating variable speed drives, the GCLD remains stable across the full speed range without requiring rebalancing.
Manufacturing & Quality Assurance
Manufacturing Process Highlights
Every GCLD coupling starts as a forged alloy steel blank — typically 42CrMo4 for sizes GCLD6 and above, and 45# carbon steel for smaller sizes. The crowned tooth profiles are generated on CNC gear hobbing machines using dedicated crowned-tooth tooling, achieving DIN Class 7 tooth accuracy or better. The tooth flanks undergo carburising and quenching to achieve surface hardness of HRC 58–62 with a tough core hardness of HRC 30–35. This dual-zone hardness profile provides wear resistance at the tooth surface while retaining impact toughness in the tooth root — critical for shock-loaded motor coupling applications.
Bores are finish-machined after heat treatment using CNC turning centres with live tooling for keyways. The Z1 conical bores are machined and gauged with dedicated taper gauges to ensure correct taper ratio and contact percentage. All bores are machined to H7 tolerance as standard, with tighter tolerances available on request.
Quality Control Flow
Inspection Equipment
Our quality laboratory is equipped with CNC gear profile testers for verifying crowned tooth geometry and tooth pitch, Rockwell hardness testers for post-quench hardness verification at HRC 58–62, coordinate measuring machines (CMM) for dimensional accuracy checks on bores, outer diameters, and face runout, taper gauges and blue-contact checks for Z1 conical bore verification, and optical emission spectrometers for confirming raw material chemistry against mill certificates.
Certifications
ISO 9001:2015 quality management system certification covers the full GCLD manufacturing process from raw material receipt through to finished goods despatch. CE marking applies to applicable sizes. Products are manufactured to JB/T8854.1 standard. We provide full documentation packages — material certificates, heat treatment records, dimensional inspection reports, and packing lists — as standard with every shipment to Australia.
Why Source Your GCLD Couplings from GBC?
Australian Standards Awareness
We understand the motor standards prevalent in Australia — IEC 60034 frame sizes, AS 1359 equivalents, and the shaft-end dimensions of leading motor OEMs operating in the Australian market. Our GCLD bores are referenced to these shaft end standards, which means less conversion work for Australian engineers when specifying a replacement coupling.
15+ Years Export Experience
GBC has been supplying drum shape gear couplings to Australian mining contractors, plant engineering firms, and industrial distributors since 2010. We understand ISPM-15 packing requirements, AQIS biosecurity documentation, and port-to-door logistics to all major Australian cities. Over 15 years, we have zero shipment rejections at Australian customs.
English-Speaking Engineering Team
Our technical team communicates in engineering English — not translated catalogue descriptions. We review your coupling selection calculations, check load factors, confirm bore and keyway tolerances against your motor shaft drawing, and provide written confirmation before order acceptance. This eliminates the costly mistakes that occur when ordering couplings through non-technical intermediaries.
Flexible MOQ
We supply from a single piece. Australian maintenance workshops, engineering consultancies, and remote-site procurement officers can order exactly the quantity needed without carrying excess inventory. Bulk pricing is applied automatically for orders of 10 or more units of the same part number.
OEM & Custom Capability
Beyond the standard catalogue, we manufacture to customer drawings. Non-standard Z1 taper ratios, special keyway profiles, extended hub lengths, and modified bore configurations are all within scope. We have supplied custom GCLD variants to Australian OEM equipment builders on a repeat basis, with drawing-to-delivery lead times of 15–20 working days for most custom configurations.
Factory Direct — No Markups
GBC manufactures every GCLD coupling in our own facility. There are no trading company fees, no broker commissions, and no uncertainty about product origin. Every coupling ships with a factory test certificate and GBC product label. Australian buyers who have previously sourced through third-party resellers typically achieve 20–35% cost reduction when switching to direct factory procurement.
Application Case Studies
Case 1: Dewatering Pump Motor Drive — Queensland Coal Mine
Customer Profile: A large thermal coal operation in the Bowen Basin, Queensland, operating 14 dewatering pump stations across the mine lease area.
Challenge: The pump motors (132 kW, IEC 315 frame, cylindrical shaft end) were experiencing coupling failures every 9–12 months due to foundation settlement across the mine's expansive clay subsoil. Straight-tooth couplings were spalling within one wet season. Each pump station failure required a 12-hour response from a Perth-based specialist team — at significant cost.
Solution: We supplied 28x GCLD7 couplings (16 KN·m, 100 mm bore, J1 type) across all pump stations. The GCLD7's 1.0–1.5 degree angular tolerance was confirmed to exceed the worst-case misalignment measured at the pump stations.
Result: After two full wet seasons (24 months), no coupling failures were recorded. The site maintenance coordinator confirmed that coupling-related call-outs to pump stations had dropped from 8 per year to zero. Estimated saving in response team costs alone exceeded AUD $96,000 over the two-year period.
Case 2: Centrifugal Fan Drive — South Australian Power Station
Customer Profile: A 500 MW coal-fired power station in South Australia operating four forced-draft fans, each driven by a 400 kW IEC motor with Z1 conical shaft end.
Challenge: The existing disc couplings were failing every 14–16 months due to disc pack fatigue caused by combined angular and axial misalignment. The motor's conical shaft required a special adaptor hub with the disc coupling, which added assembly complexity and a secondary failure point.
Solution: We supplied 4x GCLD9 couplings (35.5 KN·m, 110 mm Z1 taper bore) that mount directly onto the motor conical shaft — eliminating the adaptor hub. The Z1 taper connection provided a more secure, self-centering fit that eliminated fretting at the motor shaft interface.
Result: Fan drives have operated for 28 months without coupling replacement or scheduled intervention. The elimination of the adaptor hub reduced assembly time during the original installation by 4 hours per fan. The plant engineer noted that motor drive-end bearing vibration dropped by 28% at the 3-month post-installation measurement, attributed to the elimination of adaptor hub eccentricity.
Case 3: Gearbox Input Drive — Western Australian Processing Plant
Customer Profile: A copper concentrator in the Eastern Goldfields of Western Australia, operating a flotation cell drive system with six 75 kW motors.
Challenge: The motor-to-gearbox couplings were causing recurring motor bearing failures every 10 months. Vibration analysis identified the source as coupling-induced 2x RPM forcing from misaligned straight-tooth gear couplings. With six identical drives, the maintenance budget for coupling and bearing replacements was exceeding AUD $40,000 per year.
Solution: We supplied 6x GCLD6 couplings (10 KN·m, 75 mm bore, Y type) as drop-in replacements. Pre-installation alignment checks confirmed residual misalignment of 0.4–0.7 degrees — within the GCLD's tolerance, but beyond the acceptable limit for the previous straight-tooth design.
Result: The 2x RPM vibration signature disappeared from all six drives within two weeks of installation. After 20 months, no motor bearing replacements have been required. Total maintenance cost saving estimated at AUD $67,000 over the 20-month period. The site engineering team has since standardised on GCLD couplings for all motor drives across the concentrator.
Frequently Asked Questions
What is a GCLD drum shape gear coupling?
The GCLD is a crowned-tooth gear coupling designed specifically for electric motor shaft connections. It supports cylindrical shaft ends (J1 and Y type) and conical shaft ends (Z1 taper), making it compatible with IEC standard motor shaft profiles used across Australian industry. It conforms to JB/T8854.1 and covers 10 sizes from GCLD1 (1.12 KN·m) to GCLD10 (50 KN·m).
What shaft types does the GCLD coupling accept?
The GCLD accepts Y type (cylindrical shaft with keyway), J1 type (cylindrical shaft with keyway, longer engagement length), and Z1 type (conical taper shaft) on the motor side. The driven side accepts J1 or Y type cylindrical shaft ends. This three-bore-type compatibility makes the GCLD the preferred choice for direct motor connections without requiring a separate adaptor.
What is the difference between GCLD and GIICL gear couplings?
The GCLD is motor-specific and supports Z1 conical taper bores alongside cylindrical bores. The GIICL is a general-purpose crowned-tooth coupling for shaft-to-shaft connections, supports cylindrical bores only, and does not have the Z1 option. Choose the GCLD for direct motor connections; choose the GIICL for connecting two cylindrical shaft ends in a gearbox-to-machine drive train. Both types are available through our couplings range.
Can you supply custom bore sizes for GCLD couplings?
Yes. All GCLD sizes are available with custom bore machining including Y, J1, and Z1 configurations. We machine to your shaft diameter, keyway dimensions, and tolerance class. For Z1 conical bores, please provide the taper ratio and major diameter. Custom orders are completed within 5–10 working days. Contact us with your drawing or motor shaft data sheet.
What lubrication does a GCLD gear coupling require?
GCLD couplings require periodic lubrication with EP-grade gear oil or lithium complex grease rated for the ambient operating temperature. Standard re-lubrication intervals are every 6–12 months in clean environments, and every 3–6 months in high-temperature, high-contamination, or high-vibration conditions. The sealed design retains lubricant between service intervals and prevents ingress of process dust or moisture.
What is the outer diameter and weight range of the GCLD series?
The GCLD outer diameter D ranges from 127 mm (GCLD1) to 362 mm (GCLD10). Weight ranges from 6.2 kg (GCLD1, smallest bore) to 319 kg (GCLD10, largest bore). Rotational inertia spans from 0.00875 Kg·m² to 3.4255 Kg·m², allowing accurate motor starting torque calculations for soft-starter and VSD applications.
Need a GCLD Coupling for Your Motor Drive?
Send us your motor shaft dimensions, frame size, or coupling drawing. Our engineering team confirms the correct GCLD size and bore configuration — and provides a competitive, factory-direct quotation within 24 hours.
|
English-speaking engineering team
|
sales@australia-drive.com
GBC — Factory-direct GCLD drum shape gear couplings for Australian motor drives since 2010.
Motor-dedicated crowned-tooth coupling per JB/T8854.1. 10 sizes, 1.12–50 KN·m, up to 4000 RPM. J1/Y/Z1 bores. For pump, fan, agitator, and compressor motor connections in Australia.
Related products
-

DJM Type Single Flexible Diaphragm Coupling
-

SWP-D Long Non-Flexible Universal Joint Couplings
-

SWP-A Long Flexible Universal Joint Couplings
-

WGC Vertical Installation Drum Shape Gear Coupling
-

ML Plum Blossom Type Elastic Shaft Coupling
-

NGCLZ Drum Shape Gear Coupling with Brake Drum | Intermediate Shaft Type