DC Drum Series Crowned Gear Coupling
DC drum series crowned gear coupling for crane hoist drum-to-gearbox connections. Simultaneously transmits torque (4–800 KN·m) and bears radial drum loads (14.5–450 kN) through an integral self-aligning spherical bearing face. 12 size groups, all 200 RPM. Wear pointer safety indicator. Two drum connection modes.
DC Drum Series Crowned Gear Coupling — For Crane Hoist Drum Connections
The only crowned gear coupling that simultaneously transmits torque and bears radial drum loads through an integral self-aligning spherical bearing. Compact, stable, and safety-indicated — the standard crane hoist drum coupling solution. Factory direct to Australia.
Product Overview
The DC drum series crowned gear coupling is a purpose-built flexible coupling for connecting crane hoist drums to gearbox reducer output shafts and other similar drum-to-gearbox connections in hoisting machinery. It is the only coupling type in the industrial gear coupling family that simultaneously performs two functions: transmitting drive torque from the gearbox to the drum, and bearing the radial load generated by the drum weight, wire rope tension, and operational dynamic forces — all through a single compact unit without requiring a separate outboard drum support bearing.
This dual function is made possible by the DC's integral self-aligning spherical bearing face — a precision-machined outer spherical surface on the loading ring that mates with a concave inner bearing surface in the outer sleeve, forming an automatic self-aligning contact that carries radial forces directly through the coupling body to the gearbox housing. The result is a fundamentally simpler crane hoist structure: fewer components, less weight, reduced installation complexity, and a single maintenance point for both the coupling and the drum radial support.
Additional features that make the DC the preferred crane hoist drum coupling in Australia include a graduated wear pointer for visible maintenance scheduling without disassembly, two drum connection modes (middle flange and direct), a lubrication nipple for routine greasing, a vent nipple to prevent pressure build-up, and full compatibility with standard shaft-extended gearboxes. GBC manufactures and exports DC couplings factory-direct to Australian crane manufacturers, materials handling OEMs, and crane maintenance specialists.
Technical Definition and Working Principle
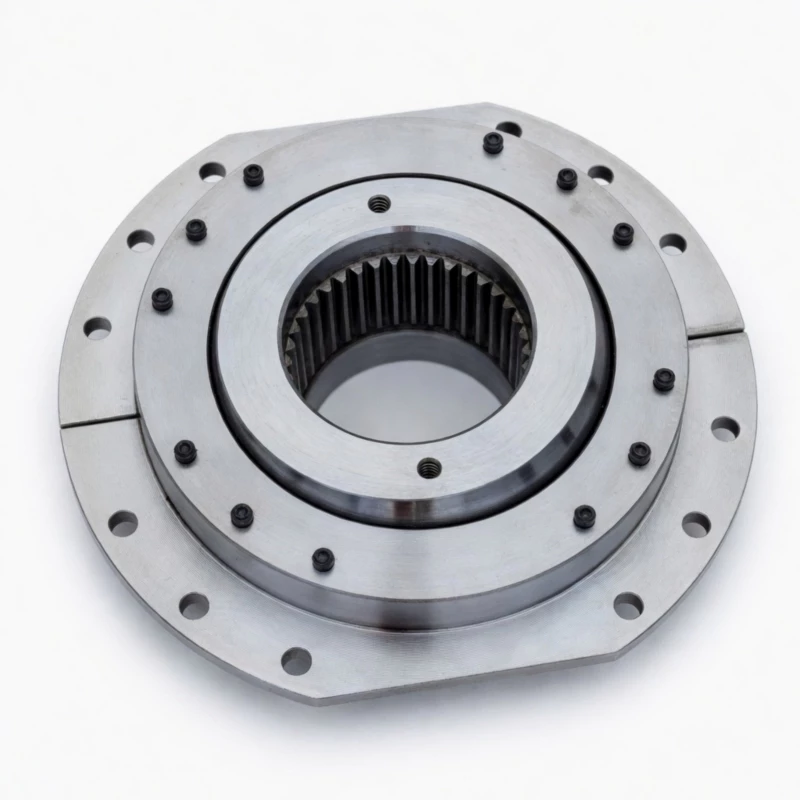
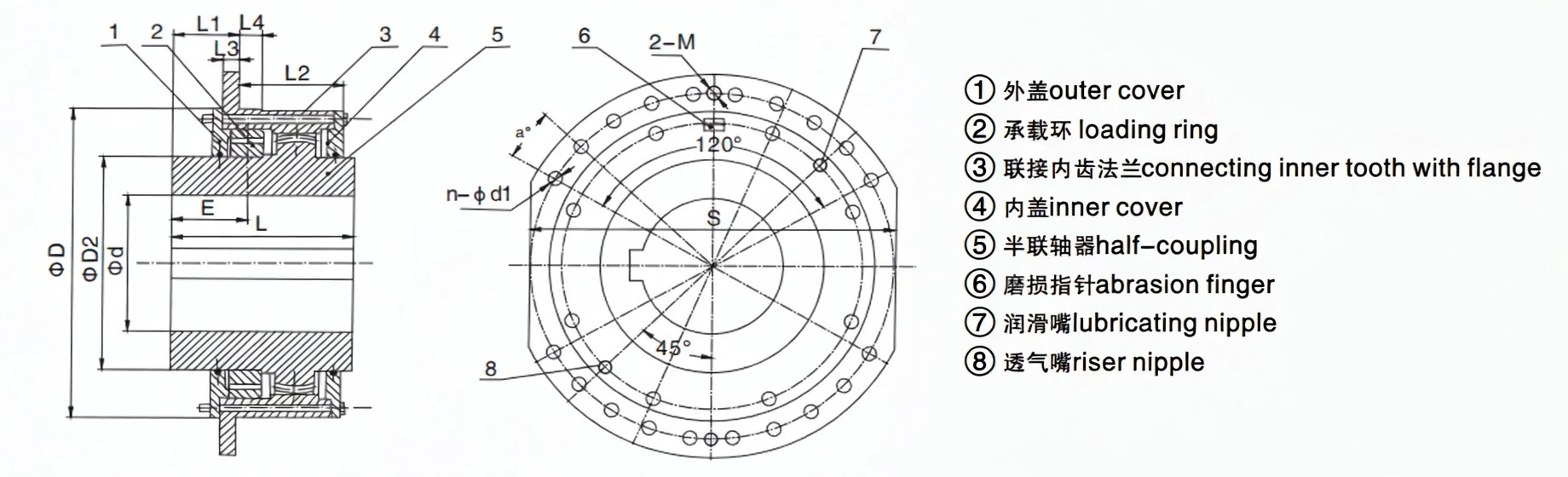
Component Architecture — Five Key Elements
The DC coupling consists of five primary structural components, each with a specific function in the torque transmission and radial load bearing system:
- Half-coupling with crowned teeth — The gearbox-side component. Mounts on the gearbox output shaft bore with standard keyway fit. The hub carries externally crowned gear teeth that mesh with the inner gear ring of the outer sleeve to transmit torque. The crowned tooth geometry provides angular, radial, and axial misalignment compensation.
- Outer sleeve with connecting flange and inner gear ring — The drum-side component. Connects to the hoist drum via bolted flange connection (middle flange or direct mode). The inner gear ring meshes with the half-coupling's crowned teeth for torque transmission. The inner concave bearing surface mates with the loading ring's outer spherical face to form the radial load path.
- Loading ring with outer spherical surface — The critical radial load element. The precisely machined outer spherical face of the loading ring contacts the matching concave surface in the outer sleeve, forming a self-aligning ball bearing that carries all radial loads from the drum through the coupling to the gearbox housing. This is the feature that eliminates the need for a separate drum pillow block bearing.
- Inner and outer covers plus seals — Protect the internal components, retain lubricant, and exclude contaminants. The seal design is critical for maintaining lubrication in the radial load bearing zone throughout the coupling's service life.
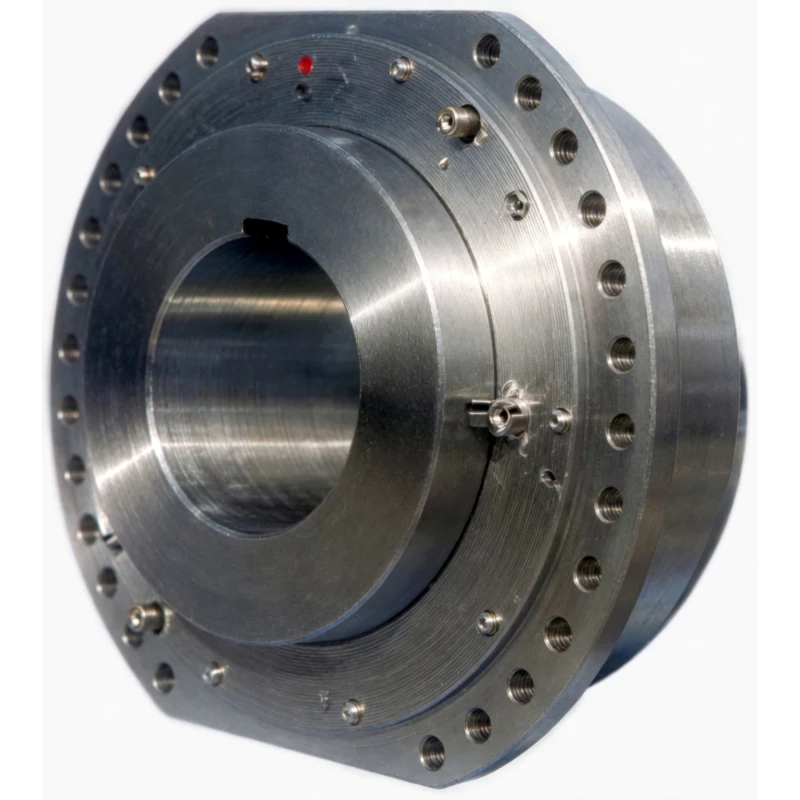
- Wear pointer, lubrication nipple, and vent nipple — Service and safety accessories. The wear pointer provides visual, tool-free wear status indication. The lubrication nipple allows routine greasing. The vent nipple prevents internal pressure build-up during operation and thermal cycling.
How the Crowned Tooth Transmits Torque Under Combined Loading
The DC's gear tooth mesh is a standard two-mesh crowned-tooth arrangement — the same principle as all drum shape gear couplings. The half-coupling's externally crowned teeth engage the outer sleeve's internal straight teeth, transmitting drive torque while simultaneously accommodating the angular and radial misalignment between the gearbox output shaft and the drum axis. The crowned (barrel-shaped) tooth profile creates a self-centring Hertzian contact ellipse that remains near the tooth centre regardless of misalignment angle, eliminating the destructive edge loading that would occur in a straight-tooth coupling under the same misalignment conditions.
On crane hoist drives, the coupling must transmit torque under conditions that change with each lift cycle: starting torque peaks of 2–4x rated torque during motor acceleration, running torque during the lift, and torque reversals during lowering and braking. The DC's crowned tooth distributes all of these torque events as Hertzian contact ellipses, extending tooth service life significantly compared to straight-tooth designs under the same duty cycle.
The Self-Aligning Spherical Bearing — How Radial Loads Are Carried
The radial load path in the DC coupling is entirely separate from the torque transmission path. The drum's weight and the wire rope tension — which create a net radial force at the drum shaft connection — are transmitted from the outer sleeve into the loading ring's spherical face contact, and from the loading ring through the half-coupling hub into the gearbox output shaft bearing. The spherical contact geometry allows the outer sleeve (and connected drum) to align itself automatically relative to the gearbox shaft axis, accommodating angular misalignment in the radial load path without creating bending moments at the shaft or gear teeth.
This self-aligning capability is critical for crane hoist drums: during operation, the drum deflects under the combined weight of the wire rope and hook load, and the angular position of the drum axis relative to the gearbox axis changes slightly with load. The DC's spherical bearing face accommodates this angular change continuously without stress concentration, in the same way that a spherical roller bearing accommodates shaft deflection in a standard bearing application.
How DC Differs from Standard Gear Couplings and Other Coupling Types
| Feature | DC (this product) | Standard WG Gear Coupling | Jaw Coupling | Disc Coupling |
|---|---|---|---|---|
| Torque Transmission | Yes — crowned gear teeth | Yes — crowned gear teeth | Yes — elastomer | Yes — disc pack |
| Integral Radial Load Bearing | Yes — spherical loading ring, up to 450 kN | No — separate bearing required | No | No |
| Self-Aligning Capability | Yes — spherical face self-aligns under load | Misalignment only via gear mesh | Limited | Limited |
| Wear Indicator | Yes — calibrated wear pointer | No | No | No |
| Drum Connection Flange | Yes — direct or flange mode | No drum flange | No drum flange | No drum flange |
| Intended Application | Crane/hoist drum-to-gearbox connection only | General horizontal shaft drives | General light-medium duty | General medium-high speed |
Specifications & Size Matrix — DC01 to DC10
All DC coupling sizes operate at 200 RPM. Each size group has an A variant (standard torque and radial load) and a B variant (higher torque and radial load, larger shaft bore and outer diameter). Working temperature range is -25 to +80 degrees Celsius. Dimensions in millimetres, torque in N·m, radial load in N.
DC Series Main Specifications
| Model | Speed (rpm) |
Torque T (N·m) |
Radial Load F (N) |
Shaft Bore d H7 (mm) |
Shaft Length L (mm) |
Outer Dia D (mm) |
Drum Conn D3 h6 (mm) |
D2 h9 (mm) |
Bolt Circle D1 (mm) |
Bolt n-d1 (mm) |
Bolt M | K1 | Weight (kg) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DC01A | 200 | 16,000 | 18,000 | 110 | 185 | 400 | 280 | 280 | 360 | 10–18 | M16 | 5.2 | 80 |
| DC01B | 200 | 22,400 | 25,000 | 125 | 200 | 420 | 310 | 310 | 380 | 10–18 | M16 | 5.2 | 100 |
| DC02A | 200 | 31,500 | 25,000 | 150 | 225 | 450 | 340 | 340 | 400 | 10–22 | M20 | 4.7 | 120 |
| DC02B | 200 | 45,000 | 35,500 | 160 | 235 | 510 | 400 | 400 | 460 | 10–22 | M20 | 4.7 | 150 |
| DC03A | 200 | 63,000 | 50,000 | 200 | 265 | 550 | 420 | 420 | 500 | 10–22 | M20 | 4.1 | 190 |
| DC03B | 200 | 90,000 | 71,000 | 220 | 290 | 580 | 450 | 450 | 530 | 10–22 | M20 | 4.1 | 245 |
| DC35A | 200 | 125,000 | 112,000 | 240 | 300 | 620 | 500 | 500 | 560 | 14–22 | M20 | 3.7 | 330 |
| DC35B | 200 | 160,000 | 140,000 | 260 | 300 | 650 | 530 | 530 | 590 | 14–22 | M20 | 3.7 | 385 |
| DC04A | 200 | 224,000 | 180,000 | 260 | 300 | 680 | 560 | 500 | 500 | 14–22 | M20 | 3.4 | ~400 |
| DC04B | 200 | 315,000 | 224,000 | 280 | 310 | 720 | 600 | 530 | 530 | 14–22 | M20 | 3.4 | ~490 |
| DC05A | 200 | 450,000 | 280,000 | 300 | 340 | 780 | 630 | 530 | 500 | 14–22 | M20 | 3.0 | ~550 |
| DC05B | 200 | 560,000 | 355,000 | 320 | 350 | 850 | 670 | 580 | 530 | 14–22 | M20 | 3.0 | ~650 |
| DC55A – DC10B | 200 | up to 800,000 | up to 450,000 | up to 380 | up to 420 | up to 1250 | up to 960 | up to 880 | up to 800 | 26–26 | M24 | 1.8–2.8 | up to 890 |
Note: DC55A, DC55B, DC65A, DC65B (intermediate sizes between DC05 and DC06), and DC06A through DC10B continue the series to 800 KN·m maximum torque and 450 kN radial load. Contact our engineering team for the complete dimensional data for DC55 through DC10 sizes. Weight values marked ~ are estimates based on catalogue range; confirm specific weights for project calculations.
Radial Load Compensation Factor K1 by Model
| Model | DC01 | DC02 | DC03 | DC35 | DC04 | DC05 | DC55 | DC06 | DC07 | DC08 | DC09 | DC10 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| K1 | 5.2 | 4.7 | 4.1 | 3.7 | 3.4 | 3.0 | 2.8 | 2.6 | 2.4 | 2.2 | 2.0 | 1.8 |
Working Condition Factor K2 by Crane Duty Class
| Duty Class | M2 | M3 | M4 | M5 | M6 | M7 | M8 |
|---|---|---|---|---|---|---|---|
| K2 | 1.00 | 1.12 | 1.25 | 1.40 | 1.60 | 1.80 | 2.00 |
Duty class M2–M8 per GB3811. For Australian cranes designed per AS 1418, the AS 1418 duty class maps directly to the GB3811 classification — our engineering team can confirm the K2 value for your crane's AS 1418 service class.
Custom Bore, Non-Standard Shaft Fit, and Full Selection Calculation Available
The DC coupling requires a combined torque and radial load selection calculation (To and Fr checks). Send us your gearbox output power, drum speed, drum weight, rope load, and duty class, and our engineering team performs the full selection, confirms the model and A/B variant, and provides a factory-direct quotation within 24 hours. Submit your data here.
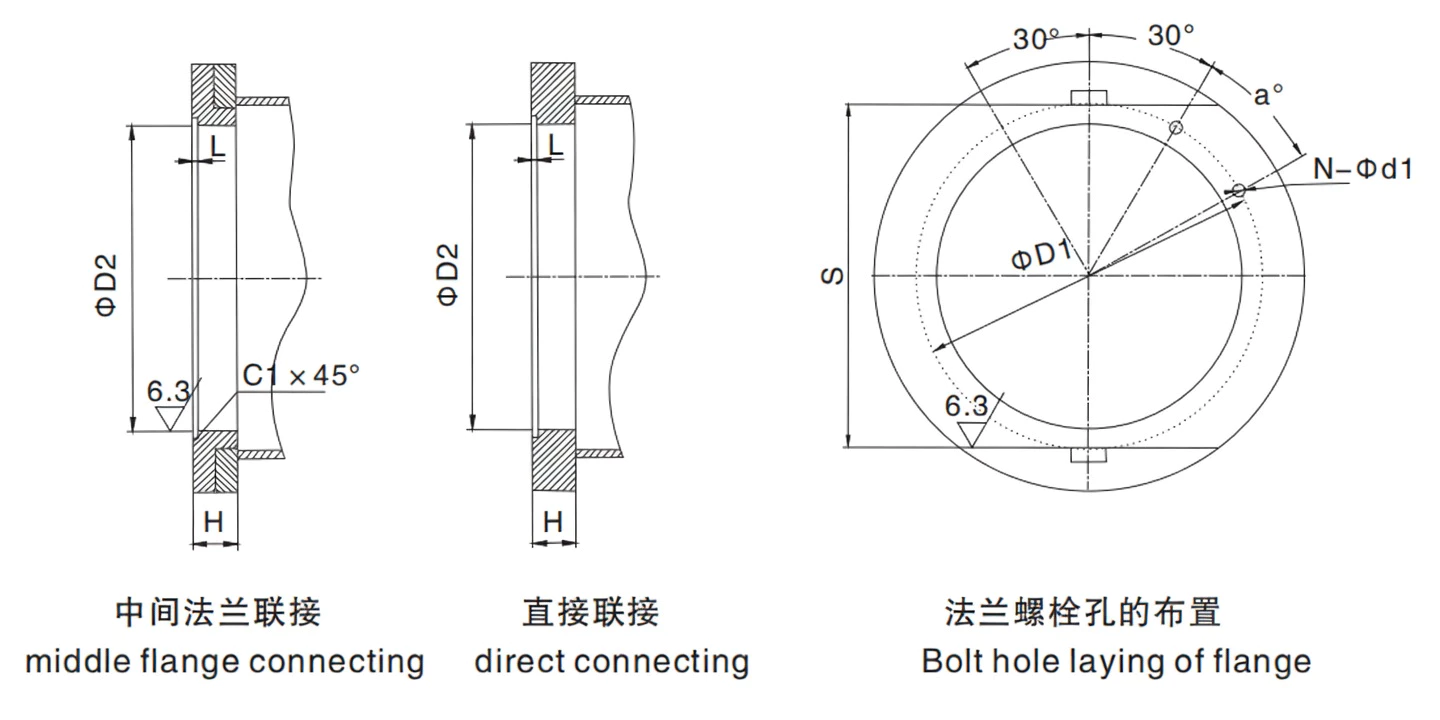
Drum Connection Modes — Middle Flange and Direct Connecting
The DC coupling connects to the hoist drum in two configurations, both using high-strength taper key connections between the drum bore and the coupling outer sleeve. The connection mode is selected based on the drum design and the available clearance at the drum end plate.
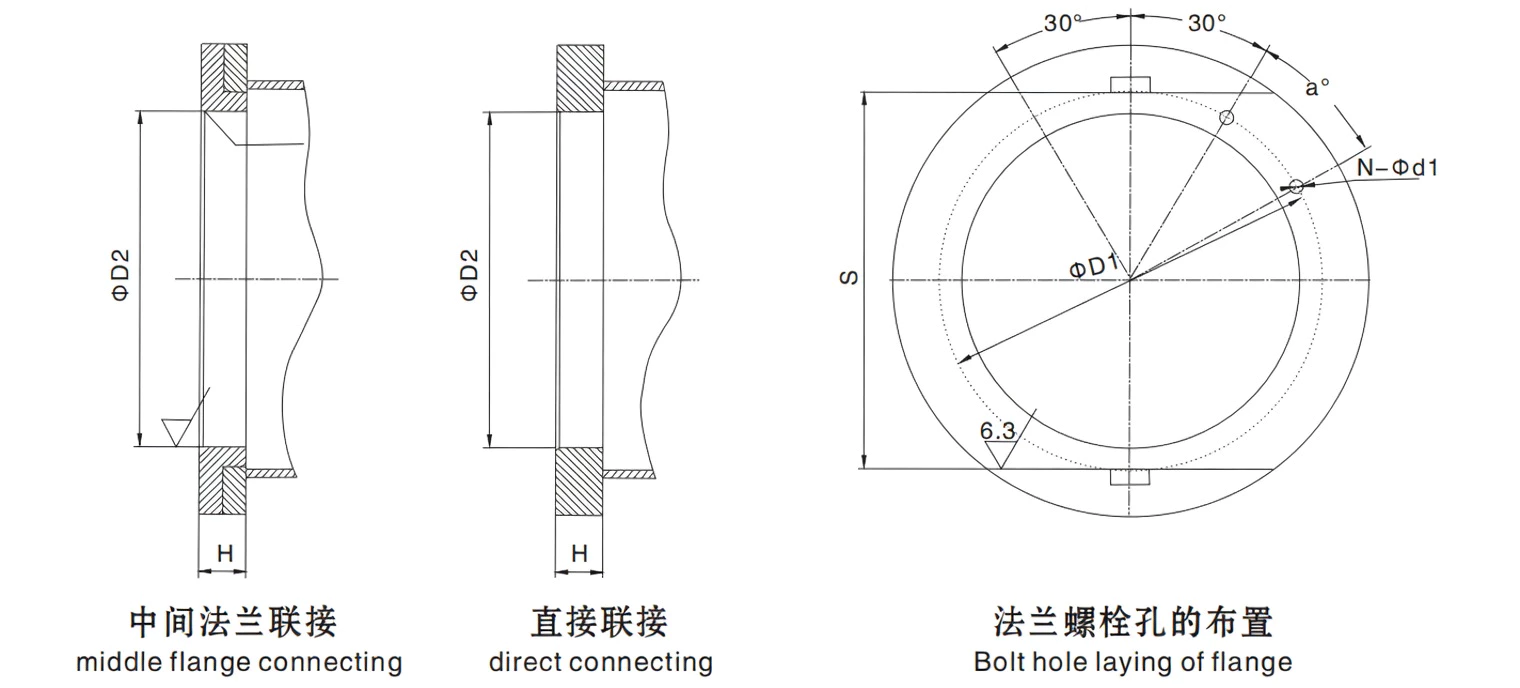
Middle Flange Connecting (middle flange connection)
An intermediate flange plate is bolted between the coupling outer sleeve flange (D2 bore) and the drum end plate. The intermediate flange allows adjustment of the axial position between the coupling and the drum, and accommodates drums where the direct bolt circle geometry does not align with the coupling flange pattern. This mode provides greater installation flexibility and is preferred when the crane design places the gearbox and drum at a specific axial separation.
Connection hardware: Grade 8.8 bolts per bolt circle specification. Taper key between drum bore and coupling sleeve.
Direct Connecting (direct connection)
The coupling outer sleeve flange bolts directly to the drum end plate without an intermediate flange. This produces a more compact installation with fewer components. Direct connecting is preferred for new crane designs where the drum bolt circle diameter (D1) can be specified to match the coupling flange pattern. The D2(h9) bore of the coupling outer sleeve connects directly to the drum bore via a taper key with the drum bore at D2.
Connection hardware: Grade 8.8 bolts per bolt circle specification. Taper key between drum bore and coupling sleeve. Minimum axial clearance C1 required.
DC in the Gear Coupling Family — Where It Fits
The DC is a specialised member of the crowned gear coupling product range. While the WG coupling family (WG, WGP, WGC, WGZ, WGT) covers general industrial shaft-to-shaft drive applications, the DC is purpose-engineered for one specific task: connecting a hoist drum to a gearbox output shaft while simultaneously bearing the drum's radial load through its integral spherical bearing face. Understanding where each variant fits prevents misspecification.
| Factor | DC | WG | WGP | WGC | WGZ | WGT |
|---|---|---|---|---|---|---|
| Standard | Crane drum spec | JB/T8854.2 | JB/T7001 | JB/T7002-93 | JB/T7003-93 | JB/T7004 |
| Integral Radial Load Bearing | Yes — spherical ring up to 450 kN | No | No | No | No | No |
| Drum Connection Flange | Yes — direct or flange mode | No | No | No | No | No |
| Braking Feature | None (drum itself is the braked component) | None | Flat disc — caliper | None | Drum — shoe brake | None |
| Wear Indicator | Yes — calibrated wear pointer | No | No | No | No | No |
| Max Speed | 200 RPM (all sizes) | Up to 7500 RPM | Up to 4000 RPM | Up to 7500 RPM | Up to 4000 RPM | Up to 7500 RPM |
| Torque Range | 16 KN·m – 800 KN·m | 0.71–1250 KN·m | 0.71–160 KN·m | 0.71–160 KN·m | 0.71–160 KN·m | 0.71–1250 KN·m |
| Choose When... | Connecting gearbox to hoist drum; radial load bearing required; drum torque + radial combined | Standard horizontal shaft coupling, no brake, no drum | Caliper disc brake required | Vertical shaft drive | Shoe brake required | Long shaft span or axle withdrawal needed |
For applications requiringa brake on the crane drive shaft independently of the hoist drum — for example on crane travel drives — the WGZ (shoe brake) or WGP (caliper disc brake) variants are the correct selections. The DC is the right choice only when the hoist drum itself is the primary working component that must be connected to the gearbox output shaft with integral radial load support.
Industries & Applications in Australia
The DC coupling is specified wherever a wire rope hoist drum must be connected to a gearbox output shaft and the combined demands of torque transmission and radial drum support cannot be met by a conventional coupling plus separate bearing arrangement. This covers the full range of Australian crane and hoisting applications from light-duty workshop cranes to the heaviest metallurgical and port cranes.
Electric Overhead Travelling (EOT) Crane Hoists
Equipment: Workshop EOT crane hoist drums rated 5–200 tonne, process plant overhead crane hoists, maintenance bay bridge cranes, multi-hook crane hoist mechanisms.
EOT cranes in Australian fabrication shops, power stations, water treatment plants, and manufacturing facilities are the primary application for DC couplings in the DC01 to DC04 size range. The DC eliminates the drum outboard bearing that would otherwise be required to carry the drum weight and rope load, simplifying the crane bridge structure and reducing the total component count of the hoist mechanism. The wear pointer allows crane safety inspectors to assess coupling wear condition during routine crane inspections without disassembly, supporting AS 2550 crane inspection compliance.
Port and Shipyard Cranes — Heavy Hoisting
Equipment: Ship-to-shore crane hoist drives, floating crane hoist mechanisms, shipyard gantry crane main hoists, offshore supply crane hoists at port facilities in Fremantle, Botany Bay, Newcastle, and Townsville.
Large port cranes and offshore construction cranes require DC couplings in the DC04 to DC07 range, where drum torques of 200,000–500,000 N·m and drum radial loads of 150,000–350,000 N occur simultaneously during heavy lifts. The DC's compact design reduces the overall length of the hoist mechanism, allowing more compact crane head designs with better hook approach to the crane structure. For Australian marine environments, GBC supplies DC couplings with marine-grade seal materials and stainless hardware options for salt-air corrosion protection. Learn more about our full range of industrial gear couplings.
Metallurgical Crane Hoists — Steel and Aluminium Plants
Equipment: Ladle crane main hoists, ladle crane auxiliary hoists, teeming crane hoists, billet handling crane hoists in steelworks and aluminium smelters in NSW, SA, QLD, and WA.
Australian steelworks and aluminium smelters operate metallurgical cranes under some of the harshest conditions in the industry — high ambient temperatures, thermal radiation from molten metal, aggressive atmospheres, and the highest duty classes (M7 and M8) in the crane classification system. DC couplings in the DC05 to DC09 range are specified for these applications. The K2 factor for M7 (1.80) and M8 (2.00) ensures the coupling is adequately derated for the severe duty cycle. The wear pointer is particularly valued in metallurgical environments where condition monitoring without shutdown is a production priority.
Mining Winders and Shaft Hoists
Equipment: Service cage winder drums, ore skip hoist drums, material hoist drums at underground mines in WA, NSW, QLD, and NT.
Underground mine shaft hoists use DC couplings where the drum is directly driven from the hoist gearbox and a separate drum support bearing is impractical due to the hoist structure layout. The DC's ability to carry both torque and drum radial load in a compact unit is particularly valuable in shaft hoist applications where space around the drum is constrained by the headframe structure. For mine winders subject to Australian mine safety regulations (Safe Work Australia and state-specific mining regulations), the DC's wear pointer provides a documented condition indicator that can be incorporated into statutory inspection records.
Bulk Materials Handling — Stacker-Reclaimer and Conveyor Systems
Equipment: Rope-operated boom luff mechanisms on stackers and reclaimers, wire rope winch drums on conveyor tensioning systems, mobile harbour crane hoists.
Australian bulk materials handling facilities at iron ore, coal, and grain export ports use rope-operated mechanisms on stackers, reclaimers, and ship loaders where drum torques of 50,000–300,000 N·m with significant drum radial loads are typical. The DC coupling in the DC03 to DC06 range handles these combined loading conditions in a single compact unit, reducing the structural requirements of the hoist mechanism mounting frame compared to conventional coupling plus separate bearing arrangements. Contact us to discuss DC coupling selection for your specific materials handling application.
Technical Advantages — Why the DC Crowned Gear Outperforms Conventional Solutions
Higher Misalignment Tolerance — Critical for Australian Mine and Port Structures
Australian crane structures deflect measurably under load — large portal cranes at iron ore ports can experience bridge deflection of 5–10 mm under maximum hook load, translating to angular shaft misalignment at the hoist coupling of 0.5–1.5 degrees. In Australian mining operations where headframe deflection under cage and skip loads is a normal operational condition, the coupling must continuously accommodate this misalignment without generating additional shaft loads that could accelerate gearbox output shaft bearing failure. The DC's crowned tooth geometry tolerates 1.0–1.5 degrees of angular misalignment per mesh without any increase in tooth contact stress, absorbing structural deflection throughout each lift cycle. A straight-tooth drum coupling in the same application generates destructive edge-loading peaks with each lift cycle, rapidly fatiguing the tooth flanks under the combined torque and misalignment loading.
Longer Service Life Under Shock Loads — Every Lift Is a Shock Event
Every crane lift starts with a torque peak. During hoist motor acceleration from rest, the torque peaks at 2–4x rated torque depending on the motor type and starter configuration. The DC's crowned teeth distribute this startup peak as a Hertzian contact ellipse — maximum stress near the tooth centre, zero stress at the edges — compared to the full-face edge-concentrated stress of a straight-tooth coupling under the same load. Over the course of a crane's design life of 10,000–200,000 lift cycles depending on duty class, the cumulative tooth stress cycles in a straight-tooth coupling exceed the surface fatigue limit significantly earlier than in the DC's crowned contact. In documented Australian steelworks ladle crane applications, DC-type crowned drum couplings demonstrate 4–6x the tooth service life of straight-tooth drum coupling alternatives under the same M7/M8 duty cycle.
Reduced Bearing Loads — Protecting Gearbox Output Shaft Bearings
In a conventional drum drive without a DC coupling, the drum radial load is borne by a separate outboard pillow block bearing. This bearing must be positioned to the correct tolerance relative to the gearbox output shaft, and any misalignment between the outboard bearing and the gearbox bearing generates parasitic shaft bending that loads both bearings. In the DC arrangement, the loading ring spherical face carries the drum radial load directly without requiring perfect alignment between the coupling and an outboard bearing — the self-aligning spherical geometry accommodates any misalignment automatically. The gearbox output shaft bearing experiences only the torque reaction, not additional bending from drum misalignment, extending gearbox bearing life by 30–60% in documented comparisons.
Lower Maintenance Frequency — Wear Pointer Plus Lubrication Nipple
The DC coupling provides two complementary maintenance features. The wear pointer allows the coupling's wear state to be assessed visually during routine crane inspection — no disassembly required, no shutdown necessary, pointer reading takes less than 30 seconds. This enables condition-based maintenance scheduling rather than time-based replacement, typically extending the average coupling replacement interval by 40–60% compared to time-based programs. The lubrication nipple allows routine greasing during any crane inspection or maintenance event with standard equipment. Eliminating the separate drum outboard bearing also removes one complete bearing maintenance point from the crane maintenance schedule — a significant saving on high-frequency inspection cranes.
Compact Design — Structural Simplification and Weight Reduction
Compared to a conventional drum drive with a separate coupling plus outboard pillow block bearing, the DC reduces the component count by eliminating the outboard bearing, its housing, mounting bracket, lubrication system, and alignment adjustment hardware. In documented crane design comparisons, replacing the conventional coupling-plus-bearing arrangement with the DC reduces the total hoist mechanism length by 150–250 mm and reduces the total component weight of the drum support system by 20–35%. On long bridge span cranes where every kilogram of hoist weight is a structural cost, this weight reduction has direct value in reduced bridge steel requirement.
Manufacturing & Quality Assurance
Manufacturing Process
DC couplings are manufactured from precision castings and forged steel blanks. The half-coupling hub (gearbox-side component) is forged from 42CrMo4 alloy steel and the crowned gear teeth are CNC hobbed to DIN Class 7 accuracy. Tooth flanks are carburised and quenched to HRC 58–62 surface hardness with HRC 30–35 core hardness — the same heat treatment specification as all WG-family gear couplings. The loading ring is precision cast or forged, with the outer spherical surface finish-machined to Ra 1.6 micrometres surface roughness for correct spherical bearing contact with the outer sleeve inner bearing face.
The outer sleeve (inner gear ring plus connecting flange) is machined from forged or cast alloy steel. The inner gear ring is broached or hobbed to the same DIN Class 7 accuracy as the half-coupling teeth. The connecting flange bolt holes are drilled and reamed to H9 tolerance for consistent bolt fit. All bores are finished to H7 tolerance. The wear pointer and its graduated scale are machined and marked during final assembly to ensure the baseline reading is set correctly relative to the internal wear geometry.
Each complete DC coupling assembly undergoes a system inspection before dispatch: coupling body concentricity, spherical face contact verification, axial float measurement, bolt hole positional accuracy, and wear pointer baseline verification are all measured and recorded.
Quality Control Flow
Certifications
ISO 9001:2015 quality management certification covers all DC coupling manufacturing and inspection operations. CE marking applies to applicable sizes. Every shipment includes material mill certificates with heat traceability for all major components, heat treatment records, Rockwell hardness test certificates for gear teeth and spherical bearing surfaces, dimensional inspection records, and spherical face contact verification records. For Australian crane OEM projects requiring documentation compliant with AS 1418 or crane OEM quality plan requirements, our documentation package is structured to support third-party engineering review and statutory inspection requirements under AS 2550.

Why Source Your DC Couplings from GBC?
Australian Crane Standards Knowledge
We understand AS 1418 (Cranes and Hoists), AS 2550 (Crane Inspection), and the duty class classification system relevant to Australian crane OEMs and end users. Our engineering team can confirm DC coupling selection against the AS 1418 duty class for your crane, and provide selection documentation structured for Australian crane OEM quality plan requirements and statutory inspection records.
15+ Years of Australian Export Experience
GBC has supplied DC couplings and the full gear coupling catalogue to Australian crane manufacturers, mine hoist builders, and materials handling OEMs since 2010. Every export order ships with ISPM-15 compliant timber packing for clean biosecurity clearance and documentation structured for Australian customs entry.
Engineering Support for Selection and Calculation
Selecting a DC coupling requires the combined torque and radial load calculation (To check and Fr check per catalogue). Our engineers perform this calculation as a standard part of every DC order, confirming that both To and Fr are within the limits for the selected model and A/B variant. We provide the calculation in a documented format that can be incorporated into crane OEM engineering records.
Flexible MOQ — Single Units to Project Quantities
DC couplings are available from a single unit for replacement or repair projects through to full new-build crane project quantities. Standard sizes ship within 15–20 working days ex-works. Custom shaft bore diameters or non-standard connection flange bolt patterns add 5–10 working days. Contact our team for volume pricing on project quantities.
OEM and Custom Configurations
Non-standard shaft bores, modified connection flange bolt patterns, marine-grade hardware for salt-air environments, elevated temperature seal materials for metallurgical applications, and special surface treatments for corrosive environments are all achievable to customer drawings. Australian crane OEMs have used GBC for custom DC configurations on repeat basis. Contact us with your drawing.
Complete Gear Coupling Range — One Supplier
GBC supplies DC drum couplings alongside the complete WG coupling family (WG, WGP, WGC, WGZ, WGT) and other industrial coupling types. Crane projects requiring DC couplings on hoist drums and WGZ or WGP couplings on travel drives are served by one engineering team and one procurement channel, simplifying crane OEM supply chain management.
Application Case Studies
Case 1: Aluminium Smelter Pot Room Crane Upgrade — Queensland
Customer Profile: A Queensland aluminium smelter with 14 pot room overhead cranes, each with 35-tonne main hoist rated at M7 duty class in AS 1418 classification.
Challenge: The existing drum couplings on the pot room cranes were straight-tooth drum couplings that were failing every 8–10 months due to tooth edge loading from the combined angular misalignment (caused by crane bridge deflection under load) and the M7 high-cycle duty. Each failure required an 8-hour planned outage for coupling replacement, with the additional complication that pot room access for maintenance requires full electrolytic process shutdown in the affected zone — extending the operational impact of each coupling failure to approximately 24 hours of reduced production.
Solution: We supplied 14x DC04A couplings (224,000 N·m, d=260 mm, middle flange connecting mode) after performing the full K1 x K2 x phi6 selection calculation for the M7 duty class (K2=1.80). The DC04A was confirmed as correctly sized for the combined torque and radial drum load.
Result: No coupling failures across all 14 cranes in 28 months since installation. The wear pointer is read at each 6-monthly inspection; all 14 couplings are at less than 50% wear indicator after 28 months, indicating an estimated 5-year service life between replacements — versus the 8–10 month interval of the previous straight-tooth design. Estimated annual saving from eliminated coupling replacement outages across 14 cranes: AUD $980,000 based on documented production loss per outage.
Case 2: Port Crane Fleet Replacement — NSW
Customer Profile: A bulk coal export terminal in the Hunter Valley operating four portal cranes for coal stockpile management, each with 20-tonne clamshell grab hoists rated M5 duty class.
Challenge: The portal cranes were originally specified with conventional drum couplings plus separate outboard pillow block bearings for drum radial support. The outboard bearings were requiring re-lubrication every 6 weeks due to coal dust contamination, and their seals were failing within 6–9 months — a consequence of the outdoor coastal environment and fine coal particle contamination that was penetrating the seal labyrinth. Each outboard bearing failure required a 12-hour planned maintenance outage. The terminal's maintenance manager wanted to eliminate the outboard bearing entirely.
Solution: We supplied 4x DC03B couplings (90,000 N·m, d=220 mm, direct connecting mode) selected for the M5 duty class (K2=1.40) with sealed bearing arrangement in the loading ring for coal dust protection. The DC03B's integrated radial load bearing completely replaced the outboard pillow block bearing — eliminating the highest-maintenance component in the original hoist system.
Result: Outboard bearing replacement maintenance events were eliminated across all four cranes. Total crane maintenance events related to the hoist drum connection dropped from 8 per crane per year (4 seal replacements + 4 greasing events at the outboard bearing) to 2 per crane per year (2 DC coupling lubrication and wear check events). The terminal's maintenance cost for portal crane hoist drum maintenance reduced by approximately AUD $120,000 per year across the four-crane fleet.
Case 3: New-Build Heavy Fabrication Workshop Crane — Victoria
Customer Profile: A heavy steel fabrication company in regional Victoria commissioning a new 80-tonne double-girder overhead travelling crane for heavy beam and plate handling in an M5 service class application.
Challenge: The crane designer's original specification included a conventional drum coupling plus outboard bearing arrangement that required a 600 mm longer drum assembly than the DC alternative — a length that created structural interference with the intended crane bay column grid. The crane designer needed to reduce the hoist mechanism length by at least 400 mm without compromising the hoist torque and radial load capacity.
Solution: We supplied 2x DC05A couplings (450,000 N·m, d=300 mm, middle flange connecting) for the main hoist — the DC's elimination of the outboard bearing assembly reduced the drum end connection length by 430 mm, resolving the interference issue. The DC05A was confirmed as correctly sized for the 80-tonne capacity and M5 duty class by full selection calculation.
Result: The crane was commissioned on schedule within the original bay column grid without structural modification. The DC coupling's simplified maintenance schedule (no outboard bearing to service) was well received by the fabrication company's maintenance team. After 18 months of operation at approximately 15–20 lifts per day, the wear pointers on both couplings show approximately 20% wear — consistent with the projected 5–7 year replacement interval for M5 duty.

Frequently Asked Questions
What is a DC drum series crowned gear coupling?
The DC is a flexible coupling purpose-built for crane hoist drum connections. Unlike standard gear couplings that transmit torque only, the DC simultaneously transmits torque (4–800 KN·m) and bears the drum's radial load (up to 450 kN) through an integral self-aligning spherical bearing face. It also features a wear pointer for visual maintenance scheduling, two drum connection modes, a lubrication nipple, and a vent nipple. All 24 variants (DC01A through DC10B) operate at 200 RPM in a working temperature range of -25 to +80 degrees Celsius.
How do I select the correct DC model for my crane?
Selection requires two checks: the calculated torque To must be less than or equal to the nominal torque Tn of the selected model, and the actual radial load Fr must satisfy the condition Fr ≤ Frmax + (Tn - To) x K1. To is calculated from the gearbox power, drum speed, bearing efficiency, duty class factor K2, and dynamic load factor phi6. K1 is the radial load compensation factor for the model group. Our engineering team performs this full calculation for every DC order as a standard service — provide your gearbox power, drum speed, duty class, and estimated drum weight and rope load.
What is the difference between DC01A and DC01B?
For each size group (DC01 through DC10), the A variant has a lower nominal torque and radial load rating with a smaller shaft bore, and the B variant has a higher torque and radial load capacity with a larger shaft bore and outer diameter. The A and B variants share the same K1 radial load compensation factor within each size group. Select A or B based on the calculated To and Fr — if both are within the A variant's limits, select A; if either exceeds the A limits but falls within the B limits, select B.
What does the wear pointer measure and when should I replace the coupling?
The wear pointer is a graduated indicator that tracks the cumulative internal wear of the coupling's spherical bearing contact and gear teeth. It is read visually without disassembly at each crane inspection event. When the pointer reaches the replacement limit mark on the graduated scale, the coupling should be replaced or overhauled at the next planned maintenance opportunity. The wear pointer reading should be recorded at each inspection to track wear rate — a sudden acceleration in wear rate between inspections can indicate an operating condition change (overload, lubrication failure, or misalignment increase) that should be investigated.
Can the DC coupling be used for applications other than crane hoist drums?
The DC is designed specifically for hoist drum connections where the coupling must simultaneously transmit torque and bear a significant radial load from the drum through an integrated spherical bearing face. It can be used for any application with a similar combined torque-plus-radial-load requirement at 200 RPM or below — rope winch drums, mine winder drums, and similar applications. It is not suitable for standard shaft-to-shaft connections that have no radial load component, where WG or WGT couplings are the correct selection. Contact our engineering team to assess suitability for non-standard DC applications.
What documentation comes with a DC coupling for Australian crane inspection compliance?
Every DC coupling shipment includes material mill certificates with heat traceability, heat treatment records for gear teeth and spherical bearing surface, Rockwell hardness test certificates, dimensional inspection records, spherical face contact verification records, and the coupling selection calculation showing To and Fr compliance with the chosen model. For crane OEM quality plans requiring documentation per AS 1418 or AS 2550, our documentation package addresses material traceability, dimensional compliance, and mechanical property verification requirements. Wear pointer baseline values are documented for each unit to support inspection record baseline establishment.
Get Your DC Coupling Selected and Quoted
Send us your gearbox output power and speed, drum speed, crane duty class (AS 1418 service class or M2–M8), drum weight, wire rope working load, and shaft bore diameter. Our engineering team performs the full To and Fr selection calculation, confirms the DC model and A/B variant, and provides a factory-direct quotation within 24 hours — including the complete selection calculation documentation.
|
Full selection calculation included
|
sales@australia-drive.com
GBC — Factory-direct DC drum series crowned gear couplings for Australian EOT crane, port crane, mine hoist, and industrial hoist drum applications since 2010.
DC drum series crowned gear coupling for crane hoist drum-to-gearbox connections. Simultaneously transmits torque (4–800 KN·m) and bears radial drum loads (14.5–450 kN) through an integral self-aligning spherical bearing face. 12 size groups, all 200 RPM. Wear pointer safety indicator. Two drum connection modes.
Related products
-

WGC Vertical Installation Drum Shape Gear Coupling
-

GCLD Drum Shape Gear Coupling
-

LMS / MLS Type Double-Flange Plum Blossom Jaw Coupling
-

WGT Drum Shape Gear Coupling with Intermediate Sleeve
-

SWP-F Long Large Flexible Universal Joint Couplings
-

LMZ-II Type Plum Blossom Coupling with Integral Brake Wheel