
CLZ Type Gear Coupling
CLZ type crowned tooth gear coupling per GB/T5843 with extended outer sleeve for wider shaft gaps. 16 sizes (CLZ1–CLZ16), 40 N·m to 40,000 N·m, up to 4750 RPM. Inner hubs identical and interchangeable with CL type. Custom sleeve lengths available. No shaft modification required. Y, J1, Z bores. Factory direct to Australia.
CLZ Type Gear Coupling — Extended Sleeve, Wider Shaft Gap, No Shaft Modification
The extended sleeve variant of the CL crowned tooth gear coupling per GB/T5843. When your motor-to-machine shaft gap is too wide for a standard CL, the CLZ bridges it without touching either shaft. Same inner hubs as CL — only the sleeve is longer. Factory direct to Australia.
Product Overview
The CLZ type gear coupling is the extended sleeve variant of the standard CL crowned tooth gear coupling family per GB/T5843. It is selected whenever the gap between a motor shaft end and a driven machine shaft end is larger than the standard CL sleeve can bridge — without requiring any modification to either shaft, any change to the shaft-mounted hubs, or any repositioning of the motor or driven machine.
The CLZ achieves this through a single structural change from the CL: the outer sleeve is manufactured longer. Both inner hubs are dimensionally identical to the CL inner hubs for the same size number — the same external crowned gear teeth, the same bore range, the same keyway specification. Only the outer sleeve length changes. This means the CLZ delivers the full crowned tooth misalignment tolerance, shock load resistance, and axial displacement capability of the CL, at the same torque rating and bore range, across a wider shaft gap.
In Australian industrial practice, the CLZ is the go-to solution for three common installation scenarios: drives where the plant layout creates a shaft gap wider than the CL covers; upgrades where a change in motor frame size, VFD cooling arrangement, or foundation modification has increased the shaft gap beyond the original CL coupling's capacity; and OEM machine designs where a specific clearance zone between motor and process equipment is required by design. GBC manufactures CLZ couplings factory-direct with full material traceability and exports to Australian maintenance engineers, plant designers, and OEM machine builders.
Technical Definition and Working Principle
The Crowned Tooth Principle — How CLZ Transmits Torque Across a Wider Span
The CLZ coupling shares the same torque transmission mechanism as the CL: two inner hubs, each with external crowned (barrel-shaped) gear teeth, engaging an outer sleeve with internal straight teeth at each end. The crowned tooth geometry — where each tooth is thickest at its midpoint and tapers toward both ends — creates a self-centring Hertzian contact ellipse near the tooth centre that remains at the centre regardless of angular or radial misalignment of the shaft axis. This eliminates the edge loading that destroys straight-tooth gear couplings under misalignment conditions.
The critical engineering insight of the CLZ is that the torque transmission occurs entirely at the two tooth mesh interfaces — one at each end of the outer sleeve. The sleeve itself is a structural tube that carries torque in torsion between the two meshes; its length does not change the torque capacity of either mesh. A longer CLZ sleeve transmits exactly the same rated torque as the shorter CL sleeve of the same size number, because the tooth geometry at each mesh interface is identical.
What the longer sleeve does change is the torsional stiffness of the coupling assembly and — at high speeds — the critical rotational speed of the sleeve acting as a rotating beam. For standard CLZ catalogue dimensions and standard operating speeds, neither effect is significant. For non-standard very long sleeves at high operating speeds, our engineering team verifies both torsional compliance and critical speed as part of the order process.
Three Misalignment Modes — Same Performance as CL Despite Longer Span
The CLZ accommodates the same three misalignment modes as the CL, through the same mechanisms at each tooth mesh interface:
- Angular misalignment — Each inner hub tilts within the outer sleeve's internal gear ring at the engagement zone. The crowned tooth profile maintains contact ellipse near the tooth centre regardless of tilt angle up to 1.5 degrees. On the CLZ, this angular accommodation occurs independently at each of the two mesh interfaces, meaning the CLZ can simultaneously tolerate angular misalignment at both shaft ends.
- Radial (parallel offset) misalignment — Parallel shaft offset is accommodated by a combination of slight angular displacement at both mesh interfaces. The CLZ handles parallel offset identically to the CL — the longer sleeve span does not change the radial offset capacity, which is set by the angular misalignment tolerance of each mesh.
- Axial displacement — Thermal growth of shafts and installation clearances are absorbed by axial sliding of the inner hub teeth within the outer sleeve at each mesh interface. The CLZ's axial clearance at each end is the same as the CL, providing plus or minus 2 to 4 mm axial displacement absorption without generating thrust at motor or machine bearings.
The Shaft Gap Geometry — Why CLZ Is the Correct Solution
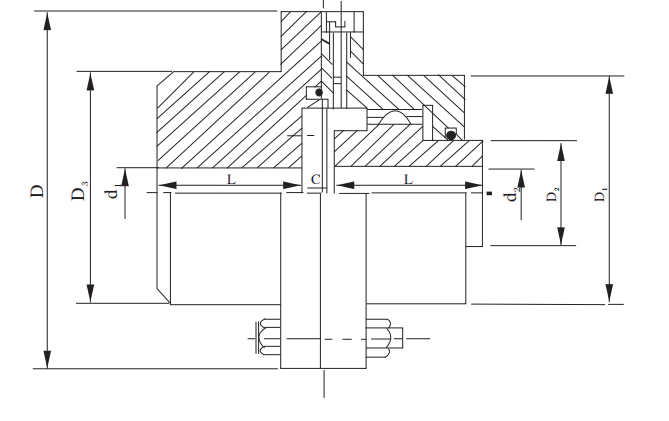
The shaft gap in a coupled drive is defined as the distance from the end face of one shaft to the end face of the other shaft. For a CL coupling, the sleeve must be long enough to engage both inner hubs simultaneously — if the shaft gap exceeds the CL sleeve's B dimension, the sleeve cannot engage both hubs and the coupling cannot be assembled. The CLZ's extended B1 dimension solves this directly without any other design change.
Many Australian industrial plants encounter shaft gap problems during equipment upgrades or modifications. A motor frame change (for example, from IE2 to IE3 for energy efficiency compliance) may produce a different shaft extension length, changing the effective shaft gap for the same coupling size. A VFD enclosure added between a motor and gearbox may introduce a structural standoff that increases shaft gap. A machine overhaul that replaces worn bearings may shift the shaft end position slightly. In all these cases, the CLZ provides the solution without requiring shaft machining, shaft extension pieces, or motor repositioning — a significant maintenance time and cost saving compared to alternatives.
CLZ vs Other Coupling Options for Wide Shaft Gap Drives
| Feature | CLZ (this product) | CL + Shaft Extension | Flexible Disc Spacer | Jaw Coupling (max size) |
|---|---|---|---|---|
| Shaft modification required | None — sleeve only change | Yes — shaft extension machining | None — spacer adapts gap | Limited gap adaptation |
| Shock load tolerance | Excellent — crowned gear mesh | Excellent — CL mesh | Poor — disc pack fatigues | Good (elastomer absorbs) |
| Misalignment tolerance | High — crowned tooth both ends | High — CL mesh both ends | Moderate (disc pack limits) | Moderate (elastomer) |
| Hub interchangeability | Identical to CL hubs — interchangeable | CL hubs plus new shaft | Specific to spacer design | No interchangeability with gear type |
| Maintenance access | Sleeve removal gives shaft-end clearance | Same as CL — requires shaft movement | Spacer drops out for access | Requires full disassembly |
CLZ vs CL — Complete Comparison for the Right Selection
CL and CLZ are variants of the same coupling family. The decision between them is purely a shaft gap question. This table covers every dimension of the comparison to make the selection decision straightforward.
| Factor | CLZ — Extended Sleeve | CL — Standard Compact |
|---|---|---|
| Outer Sleeve Length | B1 — extended; wider shaft gap | B — standard; close-coupled drives |
| Typical Shaft Gap Covered | Larger gap — see B1 in spec table | Standard gap — see B in spec table |
| Torque Rating | Same as CL (same size number) | Same as CLZ (same size number) |
| Speed Rating | Same as CL for standard B1 length | Same as CLZ |
| Bore Range | Same as CL | Same as CLZ |
| Inner Hub | Identical to CL — fully interchangeable | Identical to CLZ — fully interchangeable |
| Weight | Slightly heavier — longer sleeve | Lighter — shorter sleeve |
| Price | Slightly higher — more sleeve material | Lower — less sleeve material |
| Shaft-End Access on Sleeve Removal | Better — longer sleeve removal clears more shaft-end space | Standard access after sleeve removal |
| Choose When... | Shaft gap exceeds CL B dimension; structural clearance zone required; upgrading from wider-gap coupling | Standard close-coupled drive; minimum weight; most economical option |
Specifications & Size Matrix — CLZ1 to CLZ16
All CLZ specifications per GB/T5843. B1 is the extended sleeve overall length. Bore, torque, and speed ratings are identical to the corresponding CL size. For shaft gap determination, measure the distance between the two shaft end faces — this dimension must be less than B1 minus the sum of the two hub engagement lengths at the specified bores.
CLZ1 – CLZ16 Main Specifications
| Size | Nominal Torque Tn (N·m) |
Max Speed (rpm) |
Bore Range d (mm) |
Y bore length L range (mm) |
Outer Dia D (mm) |
CL Length B (mm) |
CLZ Length B1 (mm) |
Angular Tolerance |
CLZ Weight (kg approx) |
|---|---|---|---|---|---|---|---|---|---|
| CLZ1 | 40 | 4750 | 10–16 | 25–32 | 80 | 60 | 90 | 1.5 deg | ~1.5 |
| CLZ2 | 63 | 4750 | 10–22 | 25–52 | 100 | 72 | 110 | 1.5 deg | ~2.3 |
| CLZ3 | 100 | 4000 | 12–28 | 25–60 | 120 | 84 | 125 | 1.5 deg | ~4.2 |
| CLZ4 | 160 | 3150 | 16–35 | 32–82 | 145 | 100 | 148 | 1.5 deg | ~6.5 |
| CLZ5 | 250 | 2800 | 20–45 | 42–112 | 175 | 120 | 175 | 1.5 deg | ~10.5 |
| CLZ6 | 400 | 2500 | 25–55 | 52–142 | 210 | 140 | 205 | 1.5 deg | ~19 |
| CLZ7 | 630 | 2240 | 32–65 | 60–172 | 250 | 165 | 240 | 1.5 deg | ~30 |
| CLZ8 | 1000 | 2000 | 40–80 | 84–212 | 295 | 190 | 280 | 1.5 deg | ~48 |
| CLZ9 | 1600 | 1800 | 50–95 | 107–252 | 350 | 225 | 330 | 1.5 deg | ~74 |
| CLZ10 | 2500 | 1600 | 60–110 | 107–302 | 415 | 265 | 390 | 1.5 deg | ~118 |
| CLZ11 | 4000 | 1400 | 75–130 | 132–352 | 485 | 310 | 455 | 1.5 deg | ~185 |
| CLZ12 | 6300 | 1250 | 90–160 | 172–410 | 570 | 365 | 535 | 1.5 deg | ~290 |
| CLZ13 | 10000 | 1120 | 110–200 | 212–470 | 670 | 430 | 630 | 1.5 deg | ~460 |
| CLZ14 | 16000 | 1000 | 130–240 | 252–550 | 790 | 500 | 735 | 1.5 deg | ~720 |
| CLZ15 | 25000 | 900 | 160–280 | 302–650 | 930 | 585 | 860 | 1.5 deg | ~1140 |
| CLZ16 | 40000 | 800 | 190–320 | 352–750 | 1090 | 680 | 1000 | 1.5 deg | ~1760 |
Note: B1 is the CLZ extended sleeve total assembly length. B is the equivalent CL assembly length shown for direct comparison. Weight values are approximate at maximum Y type bore. For shaft gap verification: available shaft gap = B1 minus (hub 1 engagement length L1) minus (hub 2 engagement length L2) — confirm from the bore specification you select. Torque and speed ratings are identical to the corresponding CL size number.
Custom Sleeve Length, Non-Standard Bore, and Shaft Gap Verification Available
Need a non-standard CLZ sleeve length for a specific shaft gap that the catalogue B1 doesn't match? GBC can manufacture CLZ sleeves to any length above the minimum engagement requirement, with critical speed verification for the specified length and operating speed. Different bore types and sizes can be specified for each of the two inner hubs. Send us your measured shaft gap, motor shaft diameter, and driven machine shaft diameter for a same-day CLZ specification.

Industries & Applications in Australia
The CLZ is selected whenever the physical shaft gap between two connected machines exceeds the standard CL sleeve capacity, or when a clearance zone between motor and driven machine is required by plant design. Across Australian industry, the CLZ regularly solves three categories of problem: installation layout constraints, equipment upgrade mismatches, and maintenance access requirements.
Motor Upgrades and Frame Size Changes
Equipment: IE3 premium efficiency motor upgrades replacing IE2 motors on existing pump, fan, and conveyor drives; larger frame motor replacements following capacity increases; motor rewound to different frame size.
When an IE3 motor replaces an IE2 motor of the same power rating, the shaft extension length and motor nose dimension often differ between frame sizes. If the new motor shaft end sits further from the driven machine shaft end than the original CL sleeve can bridge, the CLZ provides the solution without requiring any shaft modification, motor repositioning, or mounting plate rework. For Australian plant operators upgrading to IE3 motors as part of the Minimum Energy Performance Standards (MEPS) compliance program, CLZ couplings frequently resolve the shaft gap mismatch that arises between old and new motor frames. Explore our full coupling range for motor upgrade applications.
VFD-Driven Pump and Fan Drives Requiring Electrical Clearance
Equipment: VFD-controlled pump drives where electrical clearance between motor terminal box and pump wet end is required; fan drives with motor shaft encoder or brake adapter between motor and fan; pump drives with mechanical seal flushing connections that occupy space near the shaft coupling zone.
Variable frequency drives installed on existing pump and fan drives in Australian water utilities, process plants, and HVAC systems frequently create a shaft gap problem: the VFD installation may require a conduit run, a brake arrangement, or an encoder mounting in the space between motor and pump that increases the effective shaft gap beyond the CL sleeve's capacity. The CLZ solves this without disrupting the VFD installation — only the coupling sleeve is changed, and the motor and pump remain in their original positions.
Chinese OEM Machine Replacements — CLZ Original Equipment
Equipment: Packaging machines, processing lines, conveyor systems, and industrial equipment imported from China, Taiwan, or Korea that originally specifies a CLZ coupling per GB/T5843 as original equipment.
Many Chinese-manufactured machines installed in Australian factories use CLZ couplings as original equipment — specified by the OEM because the machine design requires a clearance gap between the motor and the process section. When these couplings wear and require replacement, the CLZ must be replaced with the same GB/T5843 CLZ size and bore specification to avoid shaft gap problems. GBC's CLZ replacement couplings match original equipment dimensions and can be specified directly from the GB/T5843 size number marked on the worn coupling. Send us your CLZ size and bore for a same-day quote.
Extruder and Mixer Drives with Structural Clearance Requirements
Equipment: Rubber and plastic extruder main drives (CLZ8–CLZ12), food mixer drives (CLZ5–CLZ9), industrial kneader and compounder drives, chemical reactor drives where the motor is separated from the process vessel by a structural standoff.
Extruder and mixer drives in Australian manufacturing and food processing facilities often require a specific clearance zone between the motor and the process equipment — for heat isolation, contamination prevention, or maintenance access. The CLZ provides this clearance without requiring a separate spacer component or a flexible spacer coupling that would have lower shock load tolerance. The CLZ's gear mesh handles the high cyclic torque variation of extruder and mixer loads without fatigue, while spanning the required clearance gap.
Mining and Quarry Conveyor Drives — Shaft Gap from Structural Modifications
Equipment: Belt conveyor head drives (CLZ8–CLZ14) where gearbox-to-motor shaft gap has been increased by a structural modification or motor repositioning; quarry screening plant drives; mineral processing plant drives following plant re-layout.
Australian mining and quarry plant undergoes regular modifications — capacity increases, conveyor angle changes, and maintenance access improvements that may shift motor or gearbox positions and change the shaft gap. When a plant modification increases the shaft gap beyond the original CL coupling's B dimension, replacing the sleeve with a CLZ of the same size adapts the coupling to the new gap without any shaft work. The CLZ inherits the CL's full shock load tolerance — critical for Australian conveyor belt starts under load in WA, QLD, and NSW mine sites.
Technical Advantages — Why the CLZ Crowned Tooth Outperforms Every Alternative
Higher Misalignment Tolerance — Both Shaft Ends, Independently
The CLZ has two independent crowned tooth meshes — one at each end of the extended sleeve. Each mesh independently accommodates up to 1.5 degrees of angular misalignment and the corresponding radial offset. On Australian mining and processing plant drives where the motor foundation and gearbox or pump foundation may settle at different rates over time, the CLZ's dual independent misalignment compensation absorbs these movements without generating edge loading at either mesh. This is particularly important on the longer drives that need CLZ — longer shaft spans are more susceptible to differential foundation settling between the two shaft ends.
Longer Service Life Under Shock Loads — Same Gear Mesh as CL
The CLZ's crowned tooth mesh geometry is identical to the CL — the longer sleeve does not affect the shock load performance of either mesh interface. Every torque peak from conveyor belt starts, compressor starts, or extruder material impacts is distributed as a Hertzian contact ellipse at the tooth centre, eliminating the edge stress concentration that fatigues straight-tooth couplings under the same shock events. In Australian conveyor and process plant applications, CLZ couplings achieve the same 3–5x longer tooth service life compared to straight-tooth alternatives as documented for CL couplings in equivalent applications.
Reduced Bearing Loads at Both Shaft Ends
On a longer drive span, any residual shaft misalignment generates bending moments that are reacted at motor and machine shaft bearings. The CLZ's self-centring crowned tooth contact at both mesh interfaces minimises these transmitted bending moments, keeping both motor drive-end bearing and gearbox or pump bearing loads near their design values despite the longer shaft span. For Australian plant engineers calculating bearing replacement intervals on upgraded drives where a larger motor frame or VFD installation has increased the shaft gap, specifying the CLZ over an alternative disc-pack spacer consistently produces longer bearing service life due to lower misalignment-induced bearing loads.
Lower Maintenance Frequency — No Elastomers, Long Re-lubrication Intervals
Like the CL, the CLZ has no elastomers to degrade, no disc packs to fatigue, and no wear consumables other than the tooth mesh lubricant. Re-lubrication through the fill port every 6–12 months is the only routine maintenance requirement. For Australian maintenance programs where drive accessibility may be limited (elevated platforms, enclosed spaces, permit-to-work requirements), the annual re-lubrication interval minimises the frequency of access events required for drive maintenance. The CLZ sleeve can also be replaced from outside without hub removal in most installations, reducing the scope of any replacement maintenance event.
Suitable for High-Speed Applications — Same Ratings as CL
CLZ1 through CLZ3 are rated to 4750 and 4000 RPM respectively — compatible with standard 2-pole IEC motors on Australian 50 Hz supplies at nominal speeds of 2960 RPM. For all CLZ sizes at standard catalogue B1 sleeve lengths and standard operating speeds, no critical speed concern arises. For custom non-standard sleeve lengths above catalogue B1, our team performs critical speed verification before confirming the specification. The CLZ's all-metal construction ensures no speed-dependent degradation from centrifugal loading on flexible elements — the extended sleeve adds mass but does not change the fundamental torque transmission mechanism.
Manufacturing & Quality Assurance
Manufacturing Process
CLZ inner hubs are manufactured from the same forged steel blanks as CL hubs — 45# carbon steel for CLZ1–CLZ8 and 42CrMo4 alloy steel for CLZ9–CLZ16. The outer sleeves are machined from seamless alloy steel tube, with the extended B1 length requiring larger tube diameter material for CLZ compared to the shorter CL sleeve equivalent. The internal gear teeth at each end of the CLZ sleeve are hobbed to GB/T10095 Class 8 accuracy on CNC hobbing centres, with the gear-cutting operation verified for tooth profile and concentricity at each mesh zone after machining.
The increased sleeve length of the CLZ requires closer attention to sleeve straightness and concentricity than the shorter CL sleeve — any bow or runout in the sleeve causes imbalance and vibration at operating speed. GBC's CLZ sleeves are checked for straightness (maximum bow 0.05 mm per 100 mm of sleeve length) and bore concentricity at both tooth mesh zones before dispatch. For CLZ sizes CLZ9 and above, sleeve runout is measured on a rotation fixture before acceptance. Hubs are tooth-profile inspected, bore-dimension verified to H7, and keyway checked to JS9 tolerance — the same inspection process as CL hubs.
Quality Control Flow
Certifications
ISO 9001:2015 quality management certification covers the full CLZ manufacturing and inspection process. CE marking applies to relevant export sizes. Products manufactured per GB/T5843. Every CLZ shipment includes material mill certificates for hub and sleeve materials, heat treatment records, hardness test certificates for tooth flanks, bore tolerance inspection records, sleeve straightness measurement records, and — for CLZ9 and above — sleeve runout measurement records. For Australian engineering documentation requirements, all records are structured in English with metric dimensions and AS/NZS-compatible material identification.

Why Source Your CLZ Couplings from GBC?
Shaft Gap Measurement to CLZ Size — We Do the Calculation
Tell us your measured shaft gap (motor shaft end to driven machine shaft end face distance), the bore diameters on each side, and the approximate torque requirement. Our engineering team calculates the required CLZ size and confirms whether the standard B1 sleeve length accommodates your gap, or whether a custom sleeve length is needed. This service is included with every CLZ inquiry — no engineering fee, no waiting.
15+ Years Exporting GB/T5843 Couplings to Australia
GBC has supplied CL and CLZ couplings to Australian maintenance engineers, machine importers, and industrial plant operators since 2010. We understand the documentation requirements for Australian customs clearance, ISPM-15 packing requirements for timber, and the material traceability expectations of Australian plant quality plans. Every CLZ shipment includes the full documentation package for plant engineering records.
English-Speaking Engineering Team
Our engineers discuss CLZ applications in clear technical English — confirmed bore specifications for your motor and gearbox shaft diameters, sleeve length verification against your measured shaft gap, and GB/T5843 standard interpretation for GB-specified machine documentation. Response within one business day for standard specifications; same-day for urgent maintenance replacement enquiries.
Sleeve Only Supply — Hub-and-Sleeve Sold Separately
If your CLZ inner hubs are still serviceable but the outer sleeve is worn or your shaft gap has changed, GBC supplies CLZ sleeves as standalone components. Order the CLZ sleeve alone — same size number, standard or custom B1 length — without replacing the shaft-mounted hubs. Component pricing available on request for all CLZ sizes. Request sleeve-only pricing here.
Custom Non-Standard Sleeve Lengths
For shaft gaps outside the catalogue B1 range, GBC manufactures CLZ sleeves to custom lengths with critical speed verification included. Minimum order is one sleeve. Custom sleeve lead time adds 5–10 working days to standard sleeve production. All custom sleeves are individually inspected and include a measurement record with the dispatch documentation.
Full CL/CLZ Range from One Supplier
GBC manufactures and supplies both CL and CLZ from the same production facility, allowing projects requiring a mix of CL and CLZ on different drives to be served by one engineering team, one order, and one shipment. CL and CLZ inner hubs from GBC are dimensionally verified to be interchangeable within the same size number.
Application Case Studies
Case 1: IE3 Motor Upgrade Shaft Gap Resolution — South Australia
Customer Profile: A South Australian food and beverage manufacturing plant undertaking an IE3 motor upgrade program across 68 pump and fan drives rated 5.5–75 kW, replacing IE2 motors as part of energy efficiency compliance under Australia's MEPS program.
Challenge: During motor specification for the 68 drives, the plant's electrical engineer identified that 22 of the drives required a different motor frame size in IE3 compared to the original IE2 specification — specifically, the IE3 motors had longer shaft extensions, producing a shaft gap increase of 15–35 mm per drive. The original CL couplings on these 22 drives could not accommodate the increased shaft gap. The options were: modify motor mounting plates (expensive, 3–4 hours per drive), machine shaft extension adapters (expensive, long lead time), or change to CLZ sleeves (fast, low cost, no shaft modification).
Solution: We supplied 22 CLZ sleeves across sizes CLZ4 to CLZ8 (CLZ4: 160 N·m to CLZ8: 1000 N·m) to replace the existing CL sleeves on the affected drives. All 22 CLZ sleeves matched the catalogue B1 length for the increased shaft gap — no custom lengths required. Inner hubs were reused from the existing CL assemblies, as the CLZ sleeves are directly interchangeable with CL hubs of the same size number.
Result: All 22 drives were converted from CL to CLZ configuration using only sleeve replacement — no shaft modification, no mounting plate rework, and no realignment required (existing hubs remained on shafts). Average conversion time per drive was 35 minutes including grease fill and torque check. The motor upgrade program was completed on schedule. Total cost of CLZ sleeve conversions was approximately 8% of the estimated cost of the mounting plate modification alternative across the 22 drives.
Case 2: VFD Retrofit Clearance Zone — Queensland Process Plant
Customer Profile: A Queensland mineral processing plant retrofitting variable frequency drives to 12 process pump drives rated 22–90 kW for flow control and energy saving, with VFD control panels mounted adjacent to each motor, requiring conduit runs between panel and motor terminal box that passed through the coupling zone.
Challenge: The VFD installation required a 120 mm conduit run between the VFD panel and the motor terminal box on each drive. The electrical installer routed the conduit through the coupling zone, increasing the effective motor-to-pump shaft gap by 110–130 mm on each of the 12 drives. The existing CL couplings could not bridge the new shaft gap. Relocating the VFD panels or rerouting the conduit would delay the project by three weeks per site visit.
Solution: We supplied 12x CLZ couplings in sizes CLZ7 to CLZ9 (630–1600 N·m) with custom sleeve lengths of 280–350 mm (non-standard B1 to match each drive's specific shaft gap). Critical speed was verified for each custom sleeve length at the VFD operating speed range of 0–1800 RPM — all custom lengths showed adequate critical speed margin. Each CLZ assembly used the existing CL inner hubs (confirmed as serviceable), replacing only the outer sleeve.
Result: All 12 VFD retrofits were completed without conduit rerouting or motor repositioning. CLZ sleeve replacement took 45 minutes per drive including hub condition check and grease fill. The VFD project was completed on schedule. In 20 months since installation, no coupling issues have been reported across the 12 drives. The plant's maintenance manager confirmed the CLZ selection eliminated what would have been a three-week project delay per site visit for the conduit rerouting alternative.
Case 3: Chinese Packaging Machine CLZ Replacement — Victoria
Customer Profile: A Victorian food packaging operation with 6 flow-wrap packaging machines sourced from a Chinese OEM, each with 2 CLZ7 couplings per machine (per GB/T5843, bore 50 mm and 55 mm) requiring replacement after 5 years of continuous operation in a wash-down environment.
Challenge: The maintenance engineer had the original machine documentation showing "CLZ7, bore 50/55, per GB/T5843" but three local coupling suppliers had quoted CL7 instead of CLZ7, which would not fit due to the machine's 165 mm shaft gap requiring the CLZ7's extended B1 sleeve. One supplier had also quoted an incorrect bore diameter. The maintenance engineer needed a supplier who could read GB/T5843 directly and distinguish between CL and CLZ in the standard.
Solution: We supplied 12x CLZ7 assemblies (6 machines x 2 couplings) with bore 50 mm Y type on one hub and 55 mm Y type on the other hub per machine, matching the original machine shaft specifications exactly. The CLZ7 B1 sleeve length of 240 mm accommodated the machine's 165 mm shaft gap with the correct engagement at both bore ends.
Result: All 12 CLZ7 assemblies installed on first attempt — confirmed fit on all 6 machines without any rework. The maintenance engineer reported that this was the fourth time GBC had supplied CLZ replacement couplings for their facility's Chinese-sourced machines, and that our ability to interpret GB/T5843 directly had saved the facility from three previous coupling specification errors that caused installation delays of 2–4 days each.
Frequently Asked Questions
What is the difference between CLZ and CL gear couplings?
CLZ has an extended outer sleeve (length B1) that bridges a wider shaft gap than the standard CL sleeve (length B) for the same size number. Both CLZ and CL use identical inner hubs, have the same torque rating, bore range, speed rating, and misalignment tolerance. The only structural difference is the outer sleeve length. If your shaft gap fits within the CL B dimension, use CL. If your shaft gap requires the longer CLZ B1, use CLZ. Hub interchangeability means you can switch between CL and CLZ sleeves on the same installed inner hubs.
How do I measure the shaft gap to select the correct CLZ?
The shaft gap is the distance between the end face of the motor shaft and the end face of the driven machine shaft when both shafts are at their nominal operating positions. Measure this distance with a ruler or vernier caliper with both machines in their installed positions. For the CLZ to fit: the shaft gap must be less than B1 minus (motor hub engagement length L1 at your bore) minus (machine hub engagement length L2 at your bore). Provide your measured shaft gap and bore diameters to our team and we will confirm the correct CLZ size and whether the standard B1 length fits, or whether a custom sleeve is needed.
Can I order a CLZ sleeve only, without inner hubs?
Yes. CLZ sleeves are available as standalone components. If your existing CLZ or CL inner hubs are still serviceable (no cracked teeth, bore within tolerance, keyway undamaged), only the sleeve needs replacement. When ordering a sleeve only, specify the CLZ size number, the required B1 sleeve length (catalogue or custom), and whether both inner mesh zones should use the same tooth specification. Sleeve-only orders ship on the same lead time as complete assemblies.
Does a longer CLZ sleeve affect the torque rating?
No. The torque rating of the CLZ is set by the inner hub tooth geometry — specifically the tooth module, face width, number of teeth, and material/heat treatment of the hub. The sleeve length does not affect any of these parameters. A CLZ7 (630 N·m rated) carries the same rated torque whether its sleeve is the standard B1 = 240 mm or a custom extended length. What the sleeve length does affect at very long values is the critical rotational speed of the sleeve — but for standard catalogue B1 lengths at standard operating speeds, this is not a concern.
How do I lubricate a CLZ coupling?
Re-lubricate through the fill port at mid-span of the CLZ outer sleeve at 6–12 month intervals using NLGI Grade 2 lithium complex grease. Inject grease at one end of the sleeve fill system until grease emerges from the vent port or purge hole at the opposite end, confirming both tooth mesh zones have been lubricated. For CLZ sizes with internal check valves, follow the valve purge procedure noted on the sleeve. Total grease quantity per re-lubrication is approximately the same as for the CL at the same size number — the extended sleeve body adds negligible grease volume as it is not a lubricant reservoir.
Can CLZ couplings replace GICLZ or other extended gear coupling types?
CLZ per GB/T5843 and GICLZ per JB/T8854 are both extended sleeve crowned tooth gear couplings, but with different dimensional geometry — they are not directly interchangeable without a dimensional compatibility check. Similarly, WGT per JB/T7004 is an intermediate shaft gear coupling with a different outer sleeve design. If you are looking to replace a GICLZ or WGT with a CLZ, provide both the existing coupling's size number and bore data to our team for a dimensional compatibility assessment before ordering. Alternatively, we can supply the original coupling type for a like-for-like replacement.
Measure Your Shaft Gap — Get Your CLZ Specified Today
Send us your measured shaft gap distance, motor shaft bore, driven machine shaft bore, and approximate drive torque or motor power and speed. Our engineering team confirms the CLZ size and sleeve length — standard or custom — and provides a factory-direct quotation within 24 hours including a shaft gap verification calculation for your engineering records.
|
Shaft gap verification included
|
sales@australia-drive.com
GBC — Factory-direct CLZ extended sleeve crowned tooth gear couplings per GB/T5843 for Australian motor upgrade, VFD retrofit, OEM machine replacement, and wide shaft gap drive applications since 2010.
CLZ type crowned tooth gear coupling per GB/T5843 with extended outer sleeve for wider shaft gaps. 16 sizes (CLZ1–CLZ16), 40 N·m to 40,000 N·m, up to 4750 RPM. Inner hubs identical and interchangeable with CL type. Custom sleeve lengths available. No shaft modification required. Y, J1, Z bores. Factory direct to Australia.





