
DJM / SJM Type Taper Sleeve Flexible Diaphragm Coupling
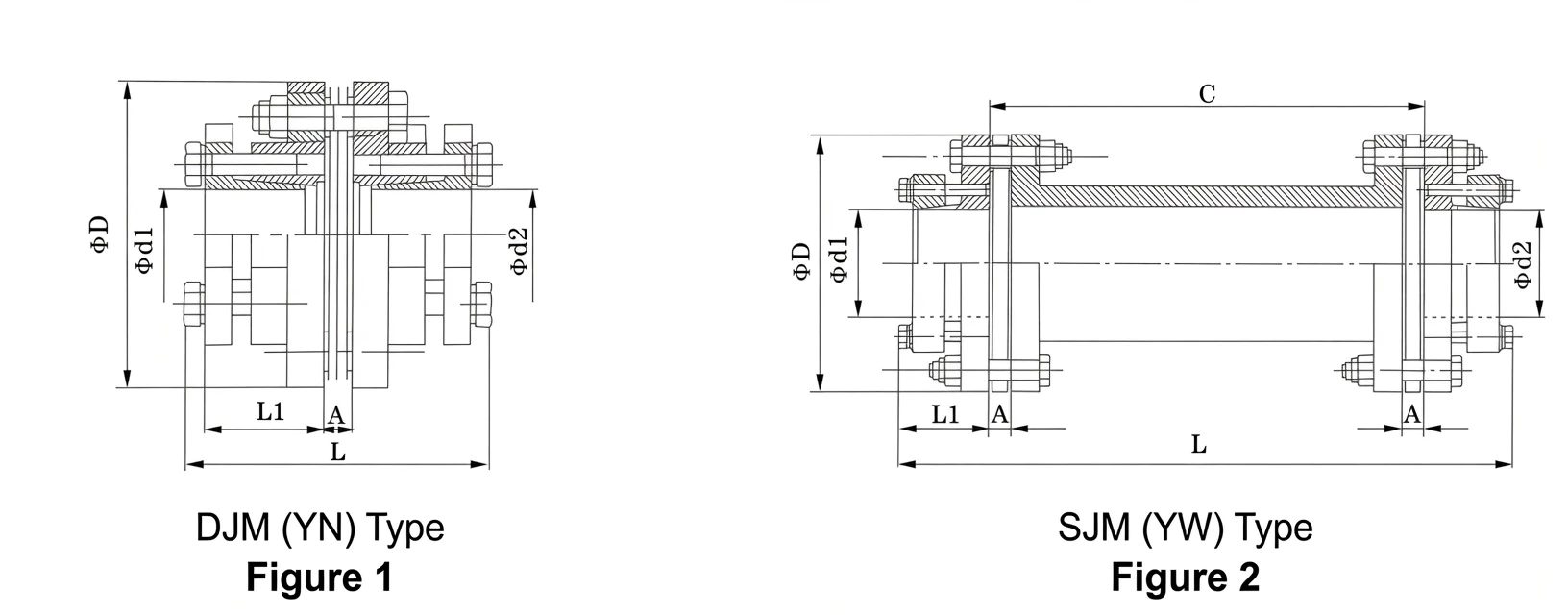
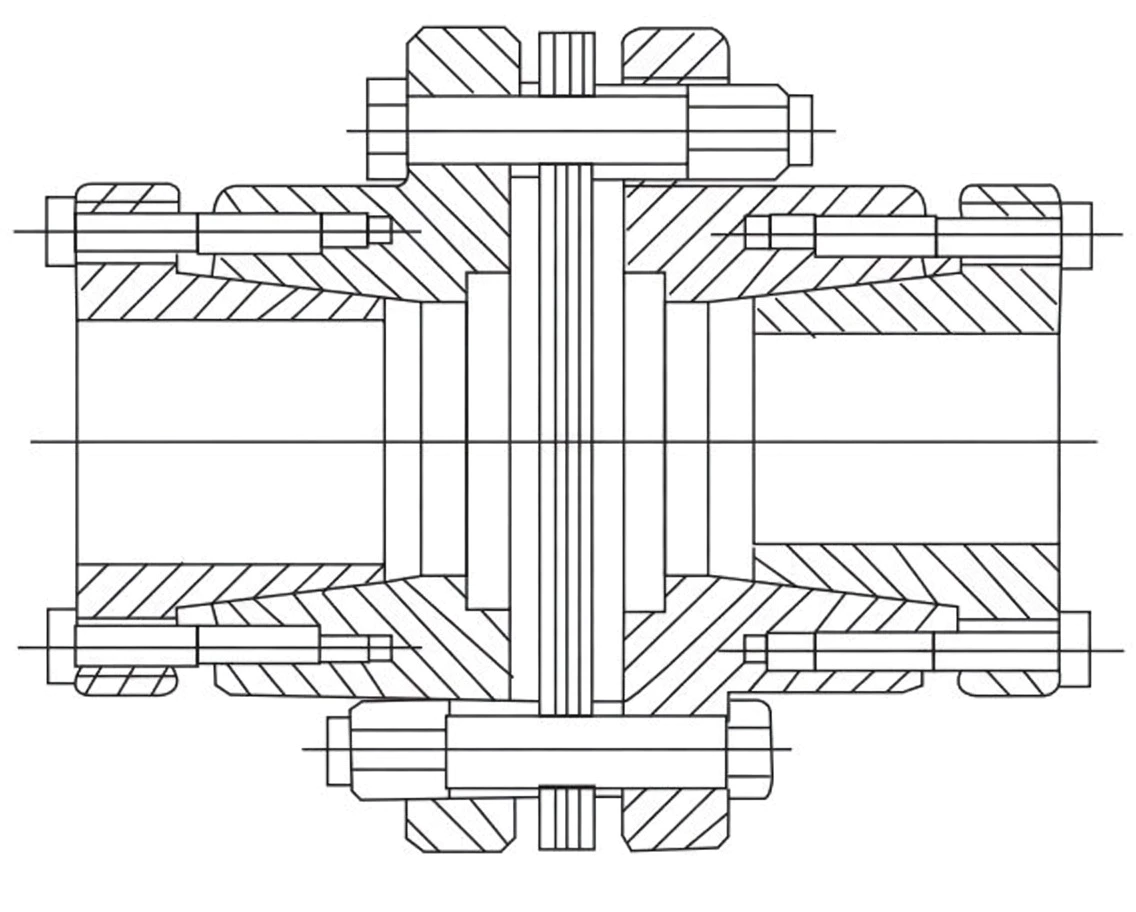
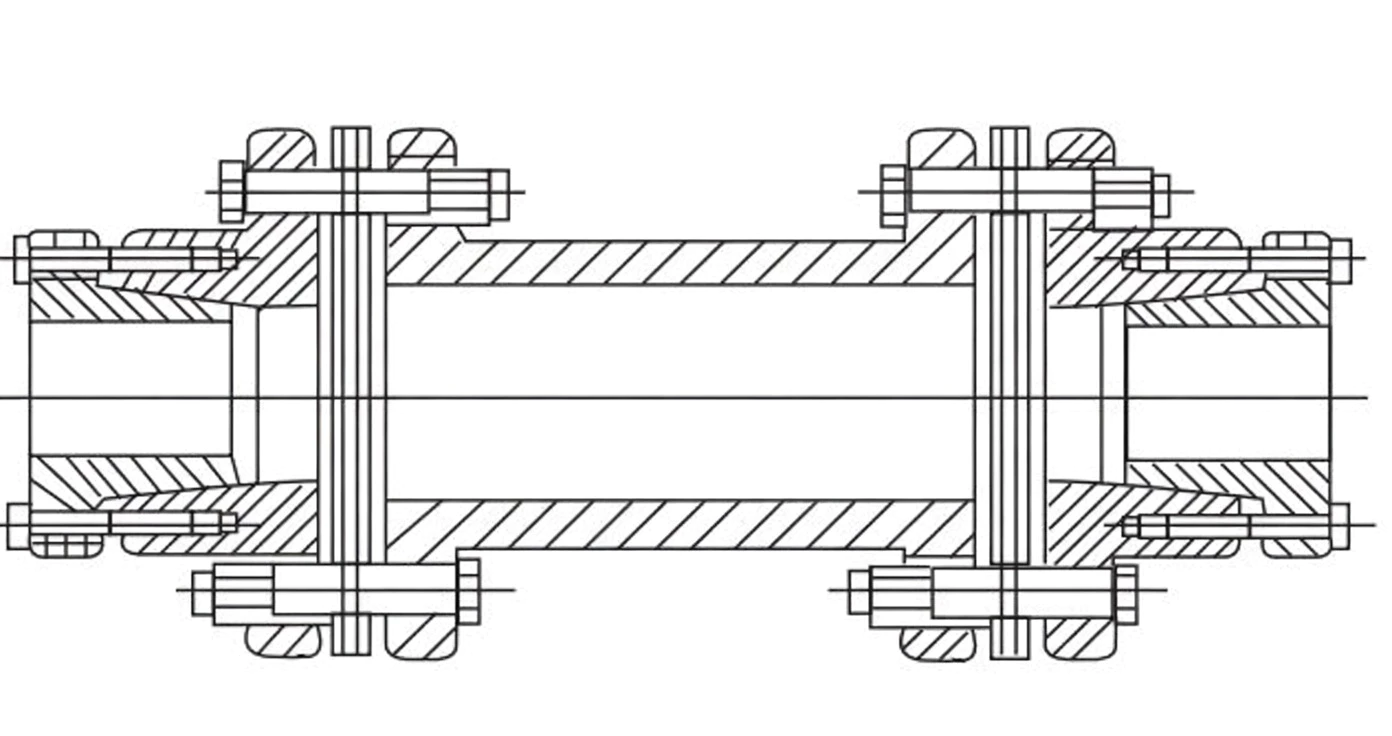
The DJM / SJM Type Taper Sleeve Flexible Diaphragm Coupling uses an inner cone sleeve hub that clamps onto the shaft without a keyway, achieving lower inertia and larger bore capacity at the same outer diameter compared to Z1 locking device types. Available as single-pack DJM (YN) and double-pack SJM (YW), covering 33–420 N·m at up to 15,000 rpm — the preferred zero-backlash diaphragm coupling for CNC machine tool feed axes and servo drives.
What Is a DJM / SJM Taper Sleeve Flexible Diaphragm Coupling?
The DJM / SJM taper sleeve flexible diaphragm coupling combines the proven stainless steel diaphragm pack technology of the standard DJM and SJM series with a fundamentally different hub-to-shaft connection: a tapered inner cone sleeve that grips the shaft through uniform circumferential clamping force rather than a cylindrical locking collar or keyway. This cone-hub design delivers three specific advantages over the Z1 cylindrical locking device type that make it the most widely specified coupling for CNC machine tool feed axes.
Three Advantages Over Z1 Locking Device Type
A keyway requires a recessed slot that reduces the effective wall thickness of the hub. The smooth cone bore has no such recess — at any given coupling outer diameter, the taper sleeve type accommodates a bore diameter typically 2–5 mm larger than an equivalent Z1 type. This matters when connecting large servo motor shafts or ball-screw journals where the shaft diameter is close to the maximum for the coupling size.
The symmetrical, uninterrupted cone bore gives the hub a more uniform mass distribution than a keyed hub with its asymmetric keyway slot. The resulting moment of inertia is measurably lower — important on high-acceleration CNC axes where the servo amplifier 'sees' coupling inertia as additional load, affecting bandwidth and heat generation.
The taper cone releases completely when the clamping bolts are backed off, allowing the hub to slide off the shaft with no pressing or heating. On CNC machines where servo motors are swapped frequently during commissioning and maintenance, this significantly reduces downtime. No risk of shaft or hub damage from pressing equipment.
DJM-YN (Single Pack) vs SJM-YW (Double Pack)

| Feature | DJM-YN (Single) | SJM-YW (Double) |
|---|---|---|
| Diaphragm packs | 1 | 2 (with spacer C) |
| Overall length L | Shorter | Longer |
| Axial compensation | ±0.45–±1.6 mm | ±0.9–±3.2 mm |
| Angular compensation | 1° | 2° |
| Radial compensation | 0.04 mm (indirect) | 0.3 mm (direct) |
| Hub connection | N: inner cone (one hub) | W: outer cone (both hubs) |
| Best for | Compact servo axes, well-aligned | Motor-to-ball-screw with offset |
DJM / SJM Taper Sleeve Coupling Specifications and Dimensions
Materials
Diaphragm pack(s): stainless steel sheet. Hubs and cone sleeves: precision alloy steel. Fasteners: high-tensile alloy steel grade 12.9. Low-inertia design; all assemblies precision-balanced at the machining stage.
Ordering Mark Examples
→ DJM single-pack, size 02 | inner cone (N) drive shaft 20 mm / inner cone (n) driven shaft 22 mm
DJM-03 YW30 / YW35
SJM-03 YW30 / YW35-1 02
→ N = inner cone (fig.1) | W = outer cone (fig.2) | suffix -1 02 = spacer option
Complete Parameter Table — DJM(YN) and SJM(YW) Taper Sleeve Types
All sizes: angular compensation per DJM/SJM standard. Rotational inertia (Kg·m²) listed per size. Misalignment compensation: DJM single axial ±0.04–0.04 mm radial; SJM double ±0.3–2.0 mm radial. C = spacer dimension for SJM-YW double only.
| Type | Nom. Torque N·m | Max Speed rpm | Weight kg | Inertia Kg·m² | d1,d2 mm | D mm | L mm | L1 mm | C mm | A mm | Axial mm | Radial mm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DJM-01 | 33 | 10,000 | 1.1 | 0.78×10⁻³ | 10–30 | 68 | 64 | 25 | – | 6.1 | ±0.45 | 0.04 |
| SJM-01 | 33 | 10,000 | 1.33 | 1.07×10⁻³ | 10–30 | 68 | 147 | 25 | 89 | 6.1 | ±0.9 | 0.3 |
| DJM-02 | 90 | 15,000 | 1.38 | 1.24×10⁻³ | 15–35 | 82 | 73 | 29 | – | 6.6 | ±0.55 | 0.04 |
| SJM-02 | 90 | 15,000 | 1.74 | 1.61×10⁻³ | 15–35 | 82 | 155 | 29 | 89 | 6.6 | ±1.1 | 0.3 |
| DJM-03 | 173 | 15,000 | 1.7 | 2.08×10⁻³ | 20–45 | 93 | 81 | 32 | – | 8.4 | ±1.2 | 0.04 |
| SJM-03 | 173 | 15,000 | 2.16 | 2.71×10⁻³ | 20–45 | 93 | 174 | 32 | 102 | 8.4 | ±2.4 | 0.3 |
| DJM-04 | 245 | 15,000 | 2.3 | 3.58×10⁻³ | 25–52 | 104 | 96 | 37 | – | 11.2 | ±1.4 | 0.04 |
| SJM-04 | 245 | 15,000 | 2.86 | 4.53×10⁻³ | 25–52 | 104 | 212 | 37 | 127 | 11.2 | ±2.8 | 0.3 |
| DJM-05 | 420 | 15,000 | 3.02 | 6.32×10⁻³ | 30–70 | 126 | 97 | 37 | – | 11.7 | ±1.6 | 0.04 |
| SJM-05 | 420 | 15,000 | 4.18 | 7.93×10⁻³ | 30–70 | 126 | 212 | 37 | 127 | 11.7 | ±3.2 | 0.3 |
Note: DJM types use inner cone N-form connection (single hub taper). SJM types use outer cone W-form (both hubs with taper cone spacer). L1 = hub section length. C = spacer length for SJM-YW double only. Custom bore sizes available on request.
How to Select a DJM / SJM Taper Sleeve Coupling
Design Torque Formula
K = service factor (1.5–2.5 for CNC servo with acceleration torque peaks) | P = rated power (kW) | N = max speed (rpm)
Step-by-Step for CNC Feed Shaft Applications
- Calculate TC: Use peak servo motor torque (not rated) if the axis undergoes frequent high-acceleration positioning cycles. Apply K = 1.5–2.0 for servo-motor drives.
- Choose single or double pack: If only axial and angular misalignment are present, DJM-YN single pack is sufficient and more compact. If parallel offset between motor shaft and ball-screw journal exceeds 0.05 mm, specify SJM-YW double pack for direct radial compensation up to 0.3 mm.
- Verify bore range: Confirm both shaft diameters fall within the d1,d2 range for the selected size. The taper sleeve bore is typically 2–5 mm larger than Z1 equivalent — if the previous Z1 type was at the top of its bore range, the taper sleeve type may accommodate the same shaft in the next size down.
- Check inertia: If the servo amplifier specifies a maximum coupling inertia (JC), confirm the selected coupling's rotational inertia is within this limit. DJM/SJM taper sleeve inertia is listed in the parameter table.
- Specify cone form: N = inner cone (DJM, drive hub); W = outer cone (SJM, both hubs). Confirm with the shaft drawing which form applies. Mixed configurations available on request.
Taper Sleeve vs Z1 Locking Device — Decision Guide
| Criterion | Taper Sleeve (YN/YW) | Z1 Locking Device |
|---|---|---|
| Bore at same OD | Larger (no keyway slot) | Standard |
| Rotational inertia | Lower | Standard |
| Disassembly effort | Release bolts only | Release bolts |
| Unit cost | Lower | Higher |
| Backlash | Zero | Zero |
| Torque range | 33–420 N·m (5 sizes) | 33–1,270 N·m (7 sizes) |
Metal Diaphragm Coupling Range
The taper sleeve type covers 33–420 N·m. For zero-backlash coupling above 420 N·m, the DJM / SJM-YP locking disc series extends the range up to 8,100,000 N·m using Z7B locking discs.
9.8–8,100,000 N·m · 41 sizes · Standard keyway · General high-speed drives
9.8–8,100,000 N·m · 41 sizes · Radial offset to 3.0 mm · Turbomachinery
33–1,270 N·m · 7 sizes · Z1 locking device · Zero backlash · CNC servo
33–420 N·m · 5 sizes · Cone hub · Larger bore · Lower inertia · CNC feed shafts
33–8,100,000 N·m · 40 sizes · Z7B locking disc · Zero backlash · Wide torque range
420–25,410 N·m · Integrated disc brake · Servo brake drives
40–180,000 N·m · Rod-type · Long shaft spans
Maximum compensation · Rod-type · Long shaft spans
Applications
The primary application for which this coupling was designed. Servo motor to ball-screw connections on vertical and horizontal machining centres, CNC lathes, and grinding machines. The low-inertia taper cone hub minimises the coupling's contribution to servo system reflected inertia, improving axis response and reducing heat generation at the servo amplifier.
High-speed rotary tables and B/C-axis tilt units on 5-axis machining centres use DJM-YN to connect the torque motor directly to the table spindle. Zero backlash is non-negotiable for interpolated 5-axis contouring; the taper cone provides the grip without keyway stress concentrations at the motor shaft end.
Precision wafer transport robots and aligner rotation drives use DJM/SJM taper sleeve couplings for their clean-room compatibility, zero outgassing (all-metal construction), and the ability to reposition the coupling axially during stage calibration without full disassembly.
Servo-driven gantry axes on CO₂ and fibre laser cutters require zero-backlash coupling with minimal inertia addition. The SJM-YW double-pack absorbs the small but non-zero parallel offset typical of portal frame construction without transmitting offset-induced side loads to the linear guide bearings.
High-cycle servo indexing drives on form-fill-seal and labelling machines benefit from the taper sleeve's quick-change capability — coupling swap during format changeovers takes under 5 minutes without any shaft hardware modification.
Grinding spindle feed drives require torsional rigidity, zero backlash, and minimal vibration transmission from the servo into the spindle train. The DJM diaphragm's high torsional stiffness prevents positional compliance under grinding force reversals, maintaining wheel-to-work contact accuracy.
Installation and Maintenance
Taper Sleeve Hub Installation
- Shaft preparation: Thoroughly clean shaft ends; remove all oil, burrs, and scale. Confirm shaft diameter is within the bore range for the selected coupling size. Shaft tolerance: h8 (d ≥ 38 mm) or h6 (d < 38 mm). No keyway is required or needed.
- Coupling positioning: Slide hub onto shaft to the required axial position. The taper cone should contact the shaft uniformly around its full circumference.
- Progressive torque-up: Tighten the cone clamping bolts progressively in a cross-pattern: first pass 1/3 torque, second 2/3, third full specified torque. Uniform tightening ensures the cone compresses concentrically and does not cant on the shaft.
- Diaphragm pack assembly: Fit the diaphragm pack between hub flanges; torque mounting bolts in three cross-pattern passes to specification.
- Run-in check: Rotate by hand for two full turns; confirm smooth operation and correct axial gap.
Fault Diagnosis
| Symptom | Likely Cause | Action |
|---|---|---|
| Axis position error under reversal | Cone has slipped — insufficient bolt torque or oily shaft | Clean shaft; re-torque cone bolts to full specification |
| High-frequency vibration at speed | Cone canted (uneven tightening); coupling unbalance | Release and re-torque evenly; check run-out with dial gauge |
| Diaphragm crack | Misalignment exceeds limit; cyclic overload | Replace diaphragm; re-align; recalculate TC |
| Shaft fretting under cone | Micro-slip from under-torque; shaft out-of-tolerance | Verify shaft tolerance; inspect cone bore; replace if worn |
Taper Sleeve vs Alternative Precision Servo Couplings
vs Bellows Coupling: Metallic bellows couplings are widely used on CNC axes but the corrugated bellows element is less torsionally rigid than a diaphragm pack under combined axial and angular loading. The DJM/SJM taper sleeve provides higher torsional stiffness — important for high-stiffness servo loop tuning — while matching the bellows coupling's zero-backlash and lubrication-free operation.
vs Oldham Coupling: Oldham couplings accommodate radial offset through a sliding disc insert, but the sliding contact requires periodic lubrication and introduces a small but measurable torsional compliance. The SJM-YW double-pack taper sleeve accommodates radial offset through elastic diaphragm deflection — zero lubrication, zero sliding wear, constant torsional stiffness.
vs DJM-Z1 Locking Device: The taper sleeve achieves the same zero-backlash performance as the DJM-Z1 cylindrical locking device type but with larger bore capacity at the same OD, lower rotational inertia, and lower unit cost. The Z1 type extends to 1,270 N·m across 7 sizes; the taper sleeve currently covers 5 sizes to 420 N·m.
Customer Case Studies
Australia — 5-Axis Machining Centre Builder
Switched from bellows couplings to SJM-YW-03 on our B-axis tilt drives. The higher torsional stiffness improved our servo loop bandwidth by a measurable margin — we could increase the position-loop gain by 18% before hunting, reducing settling time on our 5-axis interpolation paths. The cone-hub assembly is faster during motor swap than the set-screw arrangement we used previously.
Machine Tool Engineering Manager, New South Wales AU
★★★★★
Italy — CNC Grinding Machine OEM
DJM-YN-04 on servo feed axes for a range of cylindrical grinding machines. The low-inertia cone hub reduced the reflected inertia seen by the servo amplifier, allowing us to use a smaller servo rating on three axis models — a meaningful BOM cost reduction. Zero positioning issues in 18 months of field operation.
Servo Systems Designer, Turin IT
★★★★★
China — Laser Cutting Machine
SJM-YW-02 and YW-03 on X and Y gantry servo drives of a 6kW fibre laser cutter. The double-pack radial compensation absorbs the 0.15–0.20 mm parallel offset we get from our welded portal frame. We tried rigid bellows couplings first — bearing life on the ball-screw was significantly better after switching to SJM-YW.
Development Engineer, Guangdong CN
★★★★☆
South Korea — Semiconductor Equipment OEM
DJM-YN-02 on wafer aligner rotation drives. All-metal construction critical for our cleanroom Class-1 environment. The taper cone allowed us to use a larger motor shaft diameter within the same coupling envelope compared to our previous Z1 type — solved a recurring fretting problem on the motor shaft journal.
Mechanical Engineer, Suwon KR
★★★★★
Frequently Asked Questions
▶ What is the difference between the taper sleeve type and the Z1 locking device type?
Both achieve zero backlash through an interference grip on the shaft without a keyway. The key differences are: (1) the taper sleeve hub accommodates a larger bore at the same coupling OD because no keyway slot is needed; (2) the taper cone geometry produces lower rotational inertia due to more uniform mass distribution; (3) the taper sleeve is lower cost. The Z1 locking device offers a wider torque range (up to 1,270 N·m across 7 sizes vs 420 N·m across 5 sizes for the taper sleeve type).
▶ Can the DJM / SJM taper sleeve replace a Z1 locking device coupling directly?
In most cases yes, without shaft modification. The taper sleeve hub fits a larger bore at the same coupling OD, so shafts at the top of the Z1 bore range can often be accommodated in the taper sleeve type without changing coupling size. Supply GBC with the existing coupling size, shaft diameters, torque, and speed, and the engineering team will confirm dimensional compatibility.
▶ Does the taper sleeve connection require a keyway on the shaft?
No — this is a key advantage. The shaft must be a smooth, clean cylinder with no keyway. The taper cone clamps uniformly around the shaft OD. Shaft tolerance required: h8 for diameters 38 mm and above; h6 below 38 mm. The shaft surface must be free of oil, burrs, and scale before fitting.
▶ What is the difference between DJM-YN and SJM-YW taper sleeve types?
DJM-YN is the single-diaphragm-pack variant using an inner cone (N-form) hub on the drive side. It compensates axial and angular misalignment with limited radial offset capacity (0.04 mm). SJM-YW uses an outer cone (W-form) on both hubs with a spacer, giving double the axial compensation and a meaningful radial offset capacity of 0.3 mm — suitable for drives where the motor shaft and ball-screw journal are not perfectly co-axial.
▶ What rotational inertia values are available for the taper sleeve coupling?
Rotational inertia ranges from 0.78×10⁻³ Kg·m² (DJM-01) to 7.93×10⁻³ Kg·m² (SJM-05). These values are listed in the parameter table and are calculated per hub at the standard bore size. Actual inertia is lower for smaller bore configurations because the hub wall is thicker. For servo sizing, use the tabulated values as a conservative upper bound and verify with GBC engineering if your servo amplifier has a tight inertia budget.
Source DJM / SJM Taper Sleeve Couplings for Your CNC Drive
GBC supplies all DJM-YN and SJM-YW taper sleeve sizes with full dimensional documentation and custom bore options. Send us your servo motor shaft diameter, ball-screw journal diameter, torque, and speed and our team will confirm the correct size, cone form, and bore configuration within 24 hours.
The DJM / SJM Type Taper Sleeve Flexible Diaphragm Coupling uses an inner cone sleeve hub that clamps onto the shaft without a keyway, achieving lower inertia and larger bore capacity at the same outer diameter compared to Z1 locking device types. Available as single-pack DJM (YN) and double-pack SJM (YW), covering 33–420 N·m at up to 15,000 rpm — the preferred zero-backlash diaphragm coupling for CNC machine tool feed axes and servo drives.





